Tiêu chuẩn Việt Nam TCVN 2244:1999 Hệ thống ISO về dung sai và lắp ghép - Cơ sở của dung sai, sai lệch và lắp ghép
Xem nội dung chi tiết văn bản Tiêu chuẩn Việt Nam TCVN 2244:1999 (ISO 286-1:1988) về hệ thống ISO về dung sai và lắp ghép – cơ sở của dung sai – sai lệch và lắp ghép kèm file tải về (download):
Tiêu chuẩn Việt Nam TCVN 2244:1999 Hệ thống ISO về dung sai và lắp ghép - Cơ sở của dung sai, sai lệch và lắp ghép
TIÊU CHUẨN VIỆT NAM
TCVN 2244:1999
HỆ THỐNG ISO VỀ DUNG SAI VÀ LẮP GHÉP – CƠ SỞ CỦA DUNG SAI, SAI LỆCH VÀ LẮP GHÉP
ISO system of limits and fits – Bases of tolerances, deviations and fits
1. Phạm vi áp dụng
Tiêu chuẩn này quy định cơ sở của Hệ thống ISO về dung sai và lắp ghép, các trị số dung sai tiêu chuẩn và sai lệch cơ bản. Các trị số này được áp dụng cho cả hệ thống
Tiêu chuẩn cũng quy định thuật ngữ, định nghĩa, cùng các ký hiệu về dung sai, sai lệch và lắp ghép.
2. Lĩnh vực áp dụng
Tiêu chuẩn này áp dụng cho các chi tiết có bề mặt trơn (trụ tròn và không phải trụ tròn).
Thuật ngữ chung “lỗ” hoặc “trục” được dùng để chỉ các bề mặt bao và bị bao. Các bề mặt này có thể là bề mặt trụ tròn hoặc hai mặt phẳng song song (ví dụ như then và vành then …)
Chú thích – Hệ thống ISO về dung sai và lắp ghép không áp dụng cho các chi tiết có bề mặt hình học khác so với dạng trên
3. Tiêu chuẩn trích dẫn
- ISO 1 Hệ thống ISO về dung sai lắp ghép – Nhiệt độ tiêu chuẩn khi đo độ dài
- TCVN 2245 : 1999 (ISO 286-2:1998) Hệ thống ISO về dung sai và lắp ghép. Bảng cấp dung sai tiêu chuẩn và sai lệch giới hạn của lỗ và trục.
- ISO 8015 Bản vẽ kỹ thuật – Nguyên tắc ghi dung sai.
4. Thuật ngữ và định nghĩa
Tiêu chuẩn này sử dụng các thuật ngữ và định nghĩa sau đây. Tuy nhiên một số thuật ngữ được định nghĩa theo nghĩa hẹp hơn so với nghĩa thường dùng.
4.1. Trục: Thuật ngữ theo quy ước dùng để biểu thị bề mặt ngoài (bề mặt bị bao) của chi tiết, bao gồm cả bề mặt không phải là trụ tròn.
4.1.1. Trục cơ bản: Trục được chọn làm cơ sở cho lắp ghép, trong hệ thống trục (xem 4.11.1).
Đối với Hệ thống ISO về dung sai và lắp ghép, trục cơ bản là trục có sai lệch trên bằng không.
4.2. Lỗ: Thuật ngữ theo quy ước dùng để biểu thị bề mặt trong (bề mặt bao) của chi tiết, bao gồm cả bề mặt không phải là trụ tròn
4.2.1. Lỗ cơ bản: Lỗ được chọn làm cơ sở cho lắp ghép trong hệ thống lỗ (xem 4.11.2).
Đối với Hệ thống ISO về dung sai và lắp ghép, lỗ cơ bản là lỗ có sai lệch dưới bằng không.
4.3. Kích thước: Trị số của đại lượng đo độ dài theo đơn vị được chọn
4.3.1. Kích thước danh nghĩa: kích thước cơ bản: Kích thước được dùng để xác định các kích thước giới hạn khi sử dụng sai lệch trên và sai lệch dưới.
Chú thích – Kích thước danh nghĩa có thể là một số nguyên hoặc một số thập phân, ví dụ: 32; 15; 8,75; 0,5
4.3.2. Kích thước thực: Kích thước của một yếu tố (bề mặt) được xác định bằng phép đo.
4.3.2.1. Kích thước thực cục bộ: Khoảng cách tại một mặt cắt ngang bất kỳ của một yếu tố, nghĩa là kích thước đo được giữa hai 2 điểm đối diện bất kỳ.
4.3.3. Kích thước giới hạn: Hai kích thước cực hạn cho phép của một yếu tố, giữa chúng chứa kích thước thực, kể cả kích thước giới hạn.
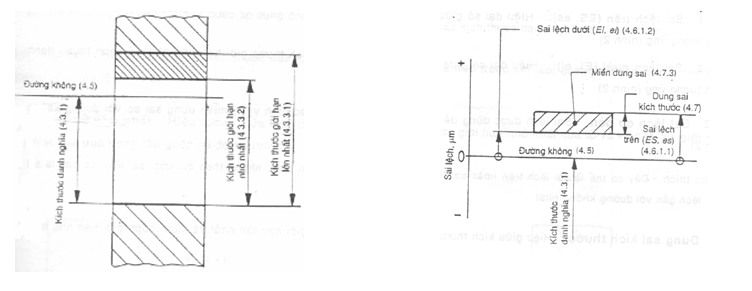
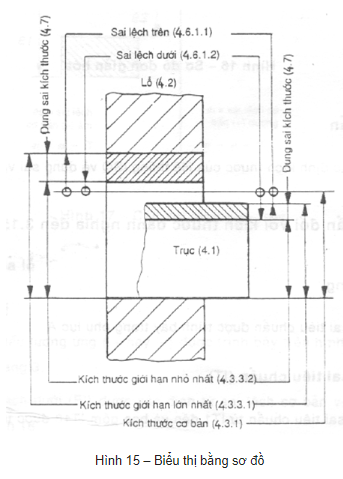
4.3.3.1. Kích thước giới hạn lớn nhất: Kích thước cho phép lớn nhất của một yếu tố (bề mặt) (xem hình 1).
4.3.3.2. Kích thước giới hạn nhỏ nhất: Kích thước cho phép nhỏ nhất của một yếu tố (bề mặt) (xem hình 1).
|
Hình 1 – Kích thước danh nghĩa, kích thước giới hạn lớn nhất và nhỏ nhất |
Hình 2 – Biểu thị theo quy ước một miền dung sai |
4.4. Hệ thống giới hạn: Một Hệ thống ISO về dung sai và sai lệch đã được tiêu chuẩn hóa.
4.5. Đường không: Đường thẳng biểu thị kích thước danh nghĩa, từ đó đặt sai lệch và dung sai cho các kích thước khi biểu thị sơ đồ miền dung sai và lắp ghép.
Theo quy ước, đường không được vẽ nằm ngang, sai lệch dương được đặt phía trên và sai lệch âm phía dưới (xem hình 2).
4.6. Sai lệch: Hiệu đại số giữa kích thước thực, hoặc (kích thước giới hạn) và kích thước danh nghĩa tương ứng.
Chú thích – Ký hiệu đối với sai lệch của trục là những chữ in thường (es, ei) còn ký hiệu đối với sai lệch của lỗ là những chữ in hoa (ES, El) (xem hình 2).
4.6.1. Sai lệch giới hạn: Sai lệch trên và sai lệch dưới.
4.6.1.1. Sai lệch trên (ES, es): Hiệu đại số giữa kích thước giới hạn lớn nhất và kích thước danh nghĩa tương ứng (hình 2).
4.6.1.2. Sai lệch dưới (EI, ei): Hiệu đại số giữa kích thước giới hạn nhỏ nhất và kích thước danh nghĩa tương ứng (hình 2).
4.6.2. Sai lệch cơ bản: Sai lệch được dùng để xác định vị trí miền dung sai so với đường không (hình 2).
Chú thích – Đây có thể là sai lệch trên hoặc sai lệch dưới, nhưng theo quy ước sai lệch cơ bản là sai lệch gần với đường không nhất
4.7. Dung sai kích thước: Hiệu giữa kích thước giới hạn lớn nhất và kích thước giới hạn nhỏ nhất nghĩa là hiệu giữa sai lệch trên và sai lệch dưới.
Chú thích – Dung sai là trị số tuyệt đối không có dấu.
4.7.1. Dung sai tiêu chuẩn (IT): Dung sai bất kỳ nào đó thuộc hệ thống ISO về dung sai và lắp ghép đã cho.
Chú thích – Chữ cái ký hiệu IT thay thế cho cấp “dung sai quốc tế”.
4.7.2. Cấp dung sai tiêu chuẩn (cấp chính xác). Một nhóm dung sai (thí dụ IT7) được xem là tương ứng cho cùng một mức độ chính xác của tất cả các kích thước danh nghĩa.
4.7.3. Miền dung sai: Miền nằm giữa hai đường biểu thị kích thước giới hạn lớn nhất và nhỏ nhất được xác định bằng trị số dung sai và vị trí tương đối của nó so với đường không khi biểu thị dung sai theo sơ đồ (hình 2).
4.7.4. Bậc dung sai: Thuật ngữ dùng để chỉ sự phối hợp giữa sai lệch cơ bản và một cấp dung sai, ví dụ h9, D13, …
4.7.5. Hệ số dung sai tiêu chuẩn (i, I): Một hàm số của kích thước danh nghĩa và được dùng làm cơ sở để xác định dung sai tiêu chuẩn của hệ thống.
Chú thích:
1) Hệ số dung sai tiêu chuẩn i được áp dụng cho các kích thước danh nghĩa nhỏ hơn hoặc bằng 500mm.
2) Hệ số dung sai tiêu chuẩn I được áp dụng cho các kích thước danh nghĩa lớn hơn 500 mm.
4.8. Độ hở: Hiệu dương giữa kích thước của lỗ và trục trước khi lắp, đường kính của trục nhỏ hơn đường kính của lỗ (hình 3)
4.8.1. Độ hở nhỏ nhất: Hiệu dương giữa kích thước giới hạn nhỏ nhất của lỗ và kích thước giới hạn lớn nhất của trục trong lắp ghép có độ hở (hình 4).
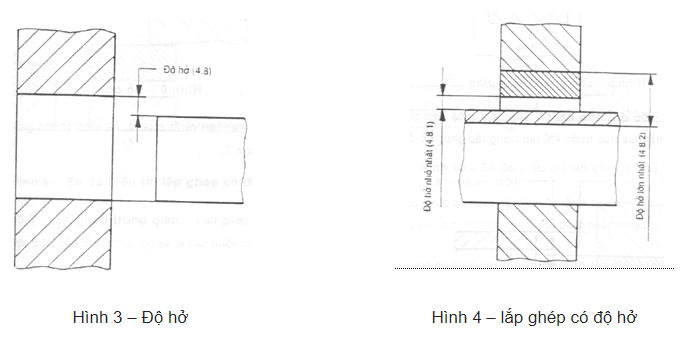
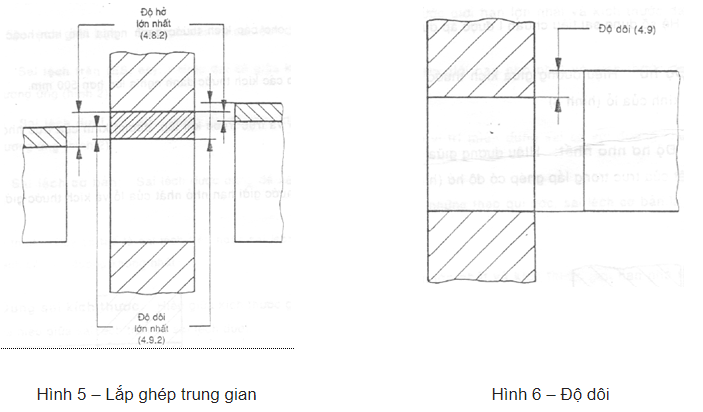
4.8.2. Độ hở lớn nhất: Hiệu dương giữa kích thước giới hạn lớn nhất của lỗ và kích thước giới hạn nhỏ nhất của trục trong lắp ghép có độ hở hoặc lắp ghép trung gian (hình 4 và 5).
4.9. Độ dôi: Hiệu âm giữa kích thước của lỗ và trục trước khi lắp, khi đường kính của trục lớn hơn đường kính của lỗ (hình 6).
4.9.1. Độ dôi nhỏ nhất: Hiệu âm giữa kích thước giới hạn lớn nhất của lỗ và kích thước giới hạn nhỏ nhất của trục trước khi lắp trong lắp ghép có độ dôi (hình 7).
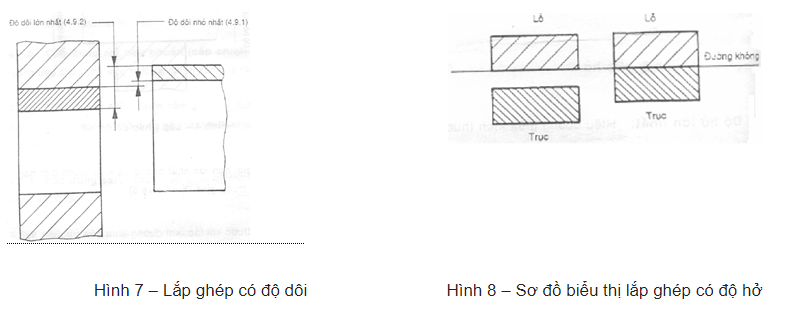
4.9.2. Độ dôi lớn nhất: Hiệu âm giữa kích thước giới hạn nhỏ nhất của lỗ và kích thước giới hạn lớn nhất của trục trước khi lắp trong lắp ghép có độ dôi hoặc lắp ghép trung gian (xem hình 5 và 7).
4.10. Lắp ghép: Mối liên kết giữa hai bề mặt (lỗ và trục) lắp ghép với nhau và được xác định bằng hiệu giữa các kích thước của chúng trước khi lắp.
Chú thích: Hai bề mặt đối tiếp khi lắp ghép có kích thước danh nghĩa chung.
4.10.1. Lắp ghép có độ hở: Lắp ghép luôn tạo ra khe hở giữa lỗ và trục, nghĩa là kích thước nhỏ nhất của lỗ luôn lớn hơn hoặc trong trường hợp đặc biệt mới bằng kích thước lớn nhất của trục (hình 8).
4.10.2. Lắp ghép có độ dôi: Lắp ghép luôn tại ra độ dôi giữa lỗ và trục, nghĩa là kích thước lớn nhất của lỗ luôn nhỏ hơn hoặc trong trường hợp đặc biệt mới bằng kích thước nhỏ nhất của trục (hình 9).
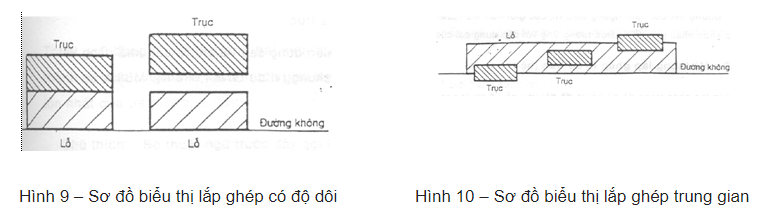
4.10.3. Lắp ghép trung gian: Lắp ghép có thể tạo ra độ hở hoặc độ dôi giữa lỗ và trục tùy thuộc vào kích thước thực của lỗ và trục, nghĩa là các miền dung sai của lỗ và trục trùng nhau toàn phần hoặc từng phần.
4.10.4. Dung sai lắp ghép: Tổng đại số các dung sai của hai yếu tố (bề mặt) tạo thành lắp ghép
Chú thích – Dung sai lắp ghép là giá trị tuyệt đối không có dấu.
4.11. Hệ thống lắp ghép: Một hệ thống các lắp ghép bao gồm các trục và lỗ thuộc một hệ thống giới hạn.
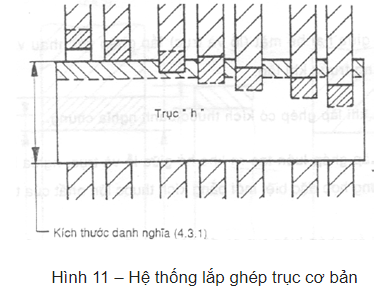
4.11.1. Hệ thống lắp ghép trục cơ bản (hệ thống trục)
Hệ thống lắp ghép trong đó độ hở và độ dôi yêu cầu được tạo ra bằng sự phối hợp các lỗ có các bậc dung sai khác nhau với cấu trúc có một bậc dung sai duy nhất.
Trong hệ thống lắp ghép trục cơ bản kích thước giới hạn lớn nhất của trục bằng kích thước danh nghĩa, nghĩa là sai lệch trên bằng không (hình 11).
Chú thích:
1) Đường nét liền nằm ngang biểu thị sai lệch cơ bản của lỗ và trục.
2) Đường nét đứt nằm ngang biểu thị các giới hạn kia (của miền dung sai) và chỉ ra các khả năng kết hợp khác nhau giữa lỗ và trục tương ứng với cấp dung sai của chúng (ví dụ G7/h4, H6/h4, M5/h4).
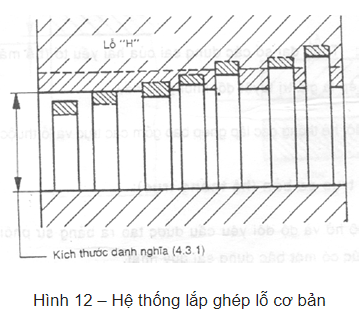
4.11.2. Hệ thống lắp ghép lỗ cơ bản (hệ thống lỗ)
Hệ thống lắp ghép trong đó độ hở và độ dôi yêu cầu được tạo ra bằng sự phối hợp các trục có các bậc dung sai khác nhau với các lỗ có một bậc dung sai duy nhất. Trong hệ thống lắp ghép lỗ cơ bản kích thước giới hạn nhỏ nhất của lỗ bằng kích thước danh nghĩa, nghĩa là sai lệch dưới bằng không (hình 12).
Chú thích:
1) Đường nét liền nằm ngang, biểu thị sai lệch cơ bản đối với lỗ hoặc trục.
2) Đường nét đứt nằm ngang biểu thị các giới hạn kia (của miền dung sai) và chỉ ra các khả năng kết hợp khác nhau giữa lỗ và trục tương ứng với cấp dung sai của chúng (ví dụ: H6/h6, H6/js5, H6/p4).
4.12. Giới hạn lớn nhất của vật liệu (MML)
Thuật ngữ dùng cho một trong hai kích thước giới hạn tương ứng với thể tích lớn nhất của vật liệu (tạo thành bề mặt), nghĩa là kích thước giới hạn lớn nhất của bề mặt bị bao (trục) hoặc kích thước giới hạn nhỏ nhất của bề mặt bao (lỗ).
Chú thích – Bỏ thuật ngữ trước đây gọi là “giới hạn lọt”.
4.13. Giới hạn nhỏ nhất của vật liệu (LML)
Thuật ngữ dùng cho một trong hai kích thước giới hạn tương ứng với thể tích nhỏ nhất của vật liệu (tạo thành bề mặt), nghĩa là kích thước giới hạn nhỏ nhất của bề mặt bị bao (trục) hoặc kích thước giới hạn lớn nhất của bề mặt bao (lỗ).
Chú thích – Bỏ thuật ngữ trước đây gọi là “giới hạn không lọt”.
5. Ký hiệu, tên gọi và giải thích dung sai, sai lệch và lắp ghép
5.1. Ký hiệu
5.1.1. Cấp dung sai tiêu chuẩn
Cấp dung sai tiêu chuẩn được ký hiệu bằng chữ in hoa IT tiếp theo là một số, ví dụ IT7. Khi cấp dung sai được phối hợp với một số hay nhiều chữ cái biểu thị sai lệch cơ bản để hình thành bậc dung sai, các chữ in hoa IT được bỏ đi, ví dụ h7.
Chú thích – Hệ thống ISO về dung sai và lắp ghép có 20 cấp dung sai tiêu chuẩn trong đó từ cấp IT1 đến IT18 được sử dụng phổ biến và được trình bày như là phần chính của tiêu chuẩn. Cấp IT0 và IT01 không được sử dụng phổ biến, được trình bày trong phụ lục A.
5.1.2. Sai lệch
5.1.2.1. Vị trí của miền dung sai
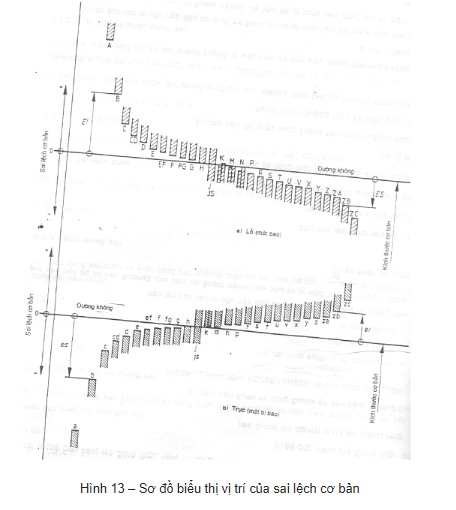
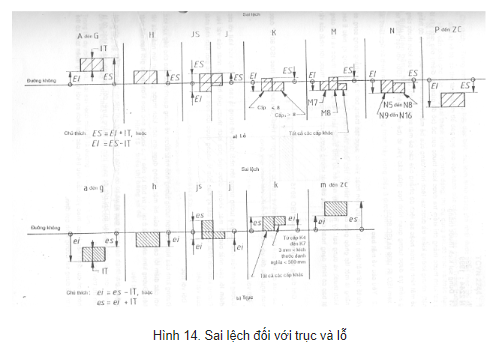
Vị trí của miền dung sai so với đường không là một hàm số của kích thước danh nghĩa, được ký hiệu bằng chữ in hoa đối với lỗ (A … ZC) hoặc chữ in thường đối với trục (a … zc) (hình 13 và 14).
Chú thích – Để tránh nhầm lẫn, không dùng các chữ sau:
I, i; L,l; O, o; Q,q; W,w
5.1.2.2. Sai lệch trên
Sai lệch trên được ký hiệu bằng chữ “ES” đối với lỗ và chữ “es” đối với trục.
5.1.2.3. Sai lệch dưới
Sai lệch dưới được ký hiệu bằng chữ “EI” đối với lỗ và chữ “ei” đối với trục.
5.2. Tên gọi
5.2.1. Bậc dung sai
Một bậc dung sai được ký hiệu bằng các chữ cái biểu thị sai lệch cơ bản tiếp theo là 1 số biểu thị cấp dung sai tiêu chuẩn.
Ví dụ:
H7 (lỗ)
h7 (trục)
5.2.2. Kích thước có dung sai
Kích thước có dung sai được ký hiệu bằng kích thước danh nghĩa tiếp theo là bậc dung sai yêu cầu hoặc các trị số sai lệch giới hạn.
Ví dụ:
32H7
80js15
100g6

Chú thích – Để có thể phân biệt được lỗ và trục khi truyền thông tin trên một phương tiện có bộ chữ hạn chế như máy telex, ký hiệu kích thước có dung sai phải có tiếp đầu ngữ là các chữ cái sau:
- H hoặc h cho lỗ
- S hoặc s cho trục
Ví dụ:
Lỗ 50H5 được ký hiệu H50H5 hoặc h50h5
Trục 50h6 được ký hiệu S50H6 hoặc s50h6
Phương pháp ký hiệu này không được sử dụng trên bản vẽ.
5.2.3. Lắp ghép
Lắp ghép giữa các bề mặt đối tiếp phải được ký hiệu bằng:
a) Kích thước danh nghĩa chung của hai bề mặt đối tiếp;
b) Ký hiệu bậc dung sai của lỗ;
c) Ký hiệu bậc dung sai của trục.
Ví dụ:
52H7/g6 hoặc 52
Chú thích – Để phân biệt giữa lỗ và trục khi truyền thông tin trên một phương tiện có bộ chữ hạn chế như máy Telex, ký hiệu lắp ghép phải có tiếp đầu ngữ là các chữ cái sau:
- H hay h cho lỗ;
- S hay s cho trục;
- kích thước danh nghĩa được lặp lại
Ví dụ:
52H7 / g6 được ký hiệu H52H7 / S52G6 hoặc h52h7 / s52g6.
Phương pháp ký hiệu này sẽ không được sử dụng trên bản vẽ.
5.3. Giải thích về kích thước có dung sai
5.3.1. Ghi dung sai theo ISO 8015
Dung sai của chi tiết chế tạo theo bản vẽ trên đó có ghi ký hiệu “Ghi dung sai theo ISO 8015) được giải thích như trong 5.3.1.1 và 5.3.1.2.
5.3.1. Dung sau kích thước thẳng
Dung sai kích thước thẳng chỉ kiểm tra được kích thước cục bộ (số đo giữa hai điểm) của một yếu tố (bề mặt), nhưng không kiểm tra được sai lệch hình dáng của bề mặt (ví dụ sai lệch độ tròn và độ thẳng của bề mặt hình trụ tròn hoặc sai lệch độ phẳng của các bề mặt song song). Dung sai kích thước cũng không kiểm tra được tương quan hình học giữa các yếu tố (bề mặt) riêng lẻ. (Đối với các thông tin khác, xem ISO/ R 1938 và ISO 8015).
5.3.1.2. Yêu cầu về mặt bao
Các yếu tố (bề mặt đơn) như hình trụ tròn hoặc yếu tố được tạo thành bởi 2 mặt phẳng song song có chức năng là một lắp ghép giữa các chi tiết đối tiếp được thể hiện trong bản vẽ bằng ký hiệu E bên cạnh kích thước và dung sai. Ký hiệu này nói lên sự phụ thuộc lẫn nhau giữa kích thước và hình dáng và mặt bao có hình dạng hoàn chỉnh của bề mặt không được vượt ra ngoài kích thước lớn nhất của vật liệu.
5.3.2. Ghi dung sai không theo ISO 8015
Dung sai của chi tiết chế tạo theo bản vẽ trên đó không ghi ký hiệu “Ghi dung sai theo ISO 8015” được giải thích như sau đối với kích thước chiều dài được quy định:
a) Đối với lỗ
Đường kính của hình trụ tròn tưởng tượng lớn nhất được vẽ trong lỗ sao cho tiếp xúc khít với các điểm lồi cao nhất của bề mặt, không được nhỏ hơn kích thước giới hạn lớn nhất của vật liệu. Đường kính lớn nhất tại vị trí bất kỳ nào của lỗ không được lớn hơn kích thước giới hạn nhỏ nhất của vật liệu.
b) Đối với trục
Đường kính của hình trụ tròn tưởng tượng nhỏ nhất được vê xung quanh trục sao cho tiếp xúc khít với các điểm lồi cao nhất của bề mặt, không được lớn hơn kích thước giới hạn lớn nhất của vật liệu. Đường kính nhỏ nhất tại vị trí bất kỳ của trục không nhỏ hơn kích thước giới hạn nhỏ nhất của vật liệu.
Những điều giải thích nêu trong mục a) và b) có nghĩa là nếu một chi tiết tại bất kỳ điểm nào cũng đạt tới giới hạn lớn nhất của vật liệu thì chi tiết đó phải tròn và thẳng tuyệt đối, hay nói cách khác đó là một hình trụ tròn hoàn toàn.
Nếu không có quy định nào khác, theo yêu cầu nêu trên, các sai lệch so với hình trụ hoàn toàn có thể đạt tới trị số dung sai đường kính quy định.
Chú thích – Trong những trường hợp đặc biệt, sai lệch hình dáng lớn nhất được phép theo chỉ dẫn tại điều a) và b), có thể là quá lớn để đáp ứng cho vận hành của các chi tiết lắp ghép; Trong trường hợp này, cần phải cho các dung sai thành phần về hình dạng, thí dụ dung sai độ tròn và/hoặc dung sai độ thẳng.
6. Biểu diễn bằng sơ đồ
Các thuật ngữ và định nghĩa quan trọng trình bày trong điều 3 được minh họa ở hình 15.
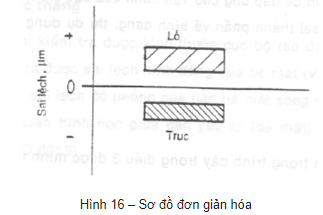
Trong thực tế, sơ đồ biểu thị trên hình 16 được dùng để đơn giản hóa. Trong sơ đồ này đường trục của chi tiết không vẽ trong hình, theo quy ước nó luôn luôn nằm phía dưới sơ đồ.
Trong thí dụ minh họa, hai sai lệch của lỗ là dương và của trục là âm.
7. Nhiệt độ tiêu chuẩn
Nhiệt độ môi trường để xác định kích thước của Hệ thống ISO về dung sai và lắp ghép là 200C.
8. Dung sai tiêu chuẩn đối với kích thước danh nghĩa đến 3.150 mm
8.1. Cơ sở của hệ thống
Cơ sở để tính toán dung sai tiêu chuẩn được trình bày trong phụ lục A.
8.2. Trị số cấp dung sai tiêu chuẩn (IT)
Trị số của các cấp dung sai tiêu chuẩn từ IT1 đến và bao gồm IT18 được trình bày trong bảng 1. Các trị số này được áp dụng chính thức cho hệ thống.
Chú thích – Trị số của các cấp dung sai tiêu chuẩn IT0 và IT01 được trình bày trong phụ lục A.
9. Sai lệch cơ bản đối với kích thước danh nghĩa đến 3150 mm
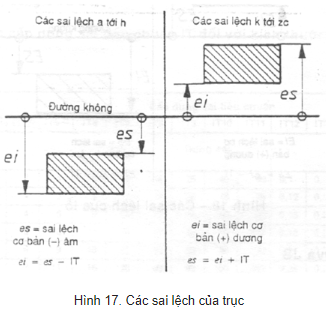
9.1. Sai lệch cơ bản của trục
(Trừ sai lệch js) xem 9.3.
Sai lệch cơ bản của trục và dấu tương ứng (+ hay -) được trình bày trên hình 17. Trị số của sai lệch cơ bản được trình bày trong bảng 2.
Sai lệch trên (es) và sai lệch dưới (ei) được xác định từ sai lệch cơ bản và cấp dung sai tiêu chuẩn (IT) được trình bày trên hình 17.
9.2. Sai lệch cơ bản của lỗ
[Trừ sai lệch JS (xem 9.3)]
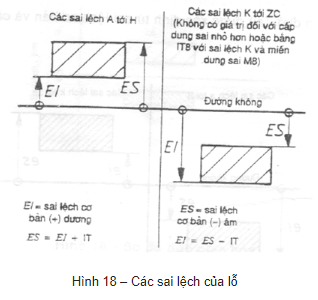
Sai lệch cơ bản của lỗ và dấu tương ứng (+ hay -) được trình bày trên hình 18. Trị số của sai lệch cơ bản được trình bày trong bảng 3.
Sai lệch trên (ES) và sai lệch dưới (EI) được xác định từ sai lệch cơ bản và cấp dung sai tiêu chuẩn (IT) được trình bày trên hình 18.
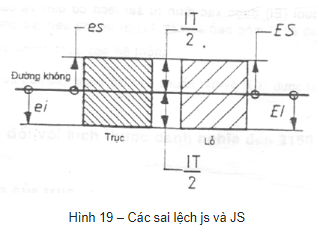
9.3. Sai lệch cơ bản js và JS
(xem hình 19)
Các quy định trong 9.1 và 9.2 không áp dụng đối với các sai lệch cơ bản js và JS vì các cấp dung sai tiêu chuẩn của chúng phân bố đối xứng qua đường không, nghĩa là đối với js:
es = ei = 
và đối với JS:
ES = EI = 
9.4. Sai lệch cơ bản j và J
Các quy định trong 9.1 và 9.2 không áp dụng cho các sai lệch cơ bản j và J vì phần lớn các cấp dung sai tiêu chuẩn của chúng phân bố đối xứng qua đường không.
(Xem TCVN 2245 : 1999; bảng 8 và 24)
Bảng 1 – Trị số của các cấp dung sai tiêu chuẩn IT đối với kích thước danh nghĩa tới 3150 mm 1)
|
Kích thước danh nghĩa (mm) |
Cấp dung sai tiêu chuẩn |
||||||||||||||||||
|
IT12) |
IT22) |
IT32) |
IT42) |
IT52) |
IT6 |
IT7 |
IT8 |
IT9 |
IT10 |
IT11 |
IT12 |
IT13 |
IT143) |
IT153) |
IT163) |
IT173) |
IT183) |
||
|
Trên |
Đến và bao gồm |
Dung sai |
|||||||||||||||||
|
µm |
mm |
||||||||||||||||||
|
- |
33) |
0,8 |
1,2 |
2 |
3 |
4 |
6 |
10 |
14 |
25 |
40 |
60 |
0,1 |
0,14 |
0,25 |
0,4 |
0,6 |
1 |
1,4 |
|
3 |
6 |
1 |
1,5 |
2,5 |
4 |
5 |
8 |
12 |
18 |
30 |
48 |
75 |
0,12 |
0,18 |
0,3 |
0,48 |
0,75 |
1,2 |
1,8 |
|
6 |
10 |
1 |
1,5 |
2,5 |
4 |
6 |
9 |
15 |
22 |
36 |
58 |
90 |
0,15 |
0,22 |
0,36 |
0,58 |
0,9 |
1,5 |
2,2 |
|
10 |
18 |
1,2 |
2 |
3 |
5 |
8 |
11 |
18 |
27 |
43 |
70 |
110 |
0,18 |
0,27 |
0,43 |
0,7 |
1,1 |
1,8 |
2,7 |
|
18 |
30 |
1,5 |
2,5 |
4 |
6 |
9 |
13 |
21 |
33 |
52 |
84 |
130 |
0,21 |
0,33 |
0,52 |
0,84 |
1,3 |
2,1 |
3,3 |
|
30 |
50 |
1,5 |
2,5 |
4 |
7 |
11 |
16 |
25 |
39 |
62 |
100 |
160 |
0,25 |
0,39 |
0,62 |
1 |
1,6 |
2,5 |
3,9 |
|
50 |
80 |
2 |
3 |
5 |
8 |
13 |
19 |
30 |
46 |
74 |
120 |
190 |
0,3 |
0,46 |
0,74 |
1,2 |
1,9 |
3 |
4,6 |
|
80 |
120 |
2,5 |
4 |
6 |
10 |
15 |
22 |
35 |
54 |
87 |
140 |
220 |
0,35 |
0,54 |
0,87 |
1,4 |
2,2 |
3,5 |
5,4 |
|
120 |
180 |
3,5 |
5 |
8 |
12 |
18 |
25 |
40 |
63 |
100 |
160 |
250 |
0,4 |
0,63 |
1 |
1,6 |
2,5 |
4 |
6,3 |
|
180 |
250 |
4,5 |
7 |
10 |
14 |
20 |
29 |
46 |
72 |
115 |
185 |
290 |
0,46 |
0,72 |
1,15 |
1,85 |
2,9 |
4,6 |
7,2 |
|
250 |
315 |
6 |
8 |
12 |
16 |
23 |
32 |
52 |
81 |
130 |
210 |
320 |
0,52 |
0,81 |
1,3 |
2,1 |
3,2 |
5,2 |
8,1 |
|
315 |
400 |
7 |
9 |
13 |
18 |
25 |
36 |
57 |
89 |
140 |
230 |
360 |
0,57 |
0,89 |
1,4 |
2,3 |
3,6 |
5,7 |
8,9 |
|
400 |
500 |
8 |
10 |
15 |
20 |
27 |
40 |
63 |
97 |
155 |
250 |
400 |
0,63 |
0,97 |
1,55 |
2,5 |
4 |
6,3 |
9,7 |
|
500 |
6302) |
9 |
11 |
16 |
22 |
32 |
44 |
70 |
110 |
175 |
280 |
440 |
0,7 |
1,1 |
1,75 |
2,8 |
4,4 |
7 |
11 |
|
630 |
8002) |
10 |
13 |
18 |
25 |
36 |
50 |
80 |
125 |
200 |
320 |
500 |
0,8 |
1,25 |
2 |
3,2 |
5 |
8 |
12,5 |
|
800 |
10002) |
11 |
15 |
21 |
28 |
40 |
56 |
90 |
140 |
230 |
360 |
560 |
0,9 |
1,4 |
2,3 |
3,6 |
5,6 |
9 |
14 |
|
1000 |
12502) |
13 |
18 |
24 |
33 |
47 |
66 |
105 |
165 |
260 |
420 |
660 |
1,05 |
1,65 |
2,6 |
4,2 |
6,6 |
10,5 |
16,5 |
|
1250 |
16002) |
15 |
21 |
29 |
39 |
55 |
78 |
125 |
195 |
310 |
500 |
780 |
1,25 |
1,95 |
3,1 |
5 |
7,8 |
12,5 |
19,5 |
|
1600 |
20002) |
18 |
25 |
35 |
46 |
65 |
92 |
150 |
230 |
370 |
600 |
920 |
1,5 |
2,3 |
3,7 |
6 |
9,2 |
15 |
23 |
|
2000 |
25002) |
22 |
30 |
41 |
55 |
78 |
110 |
175 |
280 |
440 |
700 |
1100 |
1,75 |
2,8 |
4,4 |
7 |
11 |
17,5 |
28 |
|
2500 |
31502) |
26 |
35 |
50 |
68 |
96 |
135 |
210 |
330 |
540 |
860 |
1350 |
2,1 |
3,3 |
5,4 |
8,6 |
13,5 |
21 |
33 |
1) Trị số của các cấp dung sai tiêu chuẩn IT01 và IT0 đối với các kích thước danh nghĩa nhỏ hơn hoặc bằng 500 mm được trình bày trong phụ lục A, bảng 5.
2) Trị số của các cấp dung sai tiêu chuẩn IT1 đến và bao gồm IT5 đối với các kích thước danh nghĩa trên 500 mm được dùng cho thử nghiệm.
3) Các cấp dung sai tiêu chuẩn IT14 đến và bao gồm IT18 không được dùng cho các kích thước danh nghĩa nhỏ hơn hoặc bằng 1 mm.
Bảng 2 – Trị số của các sai lệch cơ bản của trục
Trị số sai lệch cơ bản tính bằng micromet
|
Kích thước danh nghĩa (mm) |
Sai lệch trên es |
Trị số sai lệch cơ bản |
Sai lệch dưới ei |
|||||||||||||||||||||||||||||
|
Trên |
Đến và bao gồm |
Cho mọi cấp dung sai tiêu chuẩn |
IT5 và IT6 |
IT7 |
IT8 |
IT4 đến IT7 |
Đến và bao gồm IT3 và trên IT7 |
Cho mọi cấp dung sai tiêu chuẩn |
||||||||||||||||||||||||
|
a1) |
b1) |
c |
cd |
d |
e |
ef |
f |
fg |
g |
h |
js2) |
j |
|
k |
m |
n |
p |
r |
s |
t |
u |
v |
x |
y |
z |
za |
zb |
zc |
||||
|
- |
31) |
-270 |
-140 |
-60 |
-34 |
-20 |
-14 |
-10 |
-6 |
-4 |
-2 |
0 |
Sai lệch = ± , trong đó n là cấp của trị số IT |
-2 |
-4 |
-6 |
0 |
0 |
+2 |
+4 |
+6 |
+10 |
+14 |
|
+18 |
|
+20 |
|
+26 |
+32 |
+40 |
+60 |
|
3 |
6 |
-270 |
-140 |
-70 |
-46 |
-30 |
-20 |
-14 |
-10 |
-6 |
-4 |
0 |
-2 |
-4 |
|
-1 |
0 |
+4 |
+8 |
+12 |
+15 |
+19 |
|
+23 |
|
+28 |
|
+35 |
+42 |
+50 |
+80 |
|
|
6 |
10 |
-280 |
-150 |
-80 |
-56 |
-40 |
-25 |
-18 |
-13 |
-8 |
-5 |
0 |
-2 |
-5 |
|
+1 |
0 |
+6 |
+10 |
+15 |
+19 |
+23 |
|
+28 |
|
+34 |
|
+42 |
+52 |
+67 |
+97 |
|
|
10 |
14 |
-290 |
-150 |
-95 |
|
-50 |
-32 |
|
-16 |
|
-6 |
0 |
-3 |
-6 |
|
+1 |
0 |
+7 |
+12 |
+18 |
+23 |
+28 |
|
+33 |
|
+40 |
|
+50 |
+64 |
+90 |
+130 |
|
|
14 |
18 |
+39 |
+45 |
|
+60 |
+77 |
+108 |
+150 |
||||||||||||||||||||||||
|
10 |
24 |
-300 |
-160 |
-110 |
|
-65 |
-40 |
|
-20 |
|
-7 |
0 |
-4 |
-8 |
|
+2 |
0 |
+8 |
+15 |
+22 |
+28 |
+35 |
|
+41 |
+47 |
+54 |
+63 |
+73 |
+98 |
+136 |
+188 |
|
|
24 |
30 |
+41 |
+48 |
+55 |
+64 |
+75 |
+88 |
+118 |
+160 |
+218 |
||||||||||||||||||||||
|
30 |
40 |
-310 |
-170 |
-120 |
|
-80 |
-50 |
|
-25 |
|
-9 |
0 |
-5 |
-10 |
|
+2 |
0 |
+9 |
+17 |
+26 |
+34 |
+43 |
+48 |
+60 |
+68 |
+80 |
+94 |
+112 |
+148 |
+200 |
+274 |
|
|
40 |
50 |
-320 |
-180 |
-130 |
+54 |
+70 |
+81 |
+97 |
+114 |
+136 |
+180 |
+242 |
+325 |
|||||||||||||||||||
|
50 |
65 |
-340 |
-190 |
-140 |
|
-100 |
-60 |
|
-30 |
|
-10 |
0 |
-7 |
-12 |
|
+2 |
0 |
+11 |
+20 |
+32 |
+41 |
+53 |
+66 |
+87 |
+102 |
+122 |
+144 |
+172 |
+226 |
+300 |
+405 |
|
|
65 |
80 |
-360 |
-200 |
-150 |
+43 |
+59 |
+75 |
+102 |
+120 |
+146 |
+174 |
+210 |
+274 |
+360 |
+480 |
|||||||||||||||||
|
80 |
100 |
-380 |
-220 |
-170 |
|
-120 |
-72 |
|
-36 |
|
-12 |
0 |
-9 |
-15 |
|
+3 |
0 |
+13 |
+23 |
+37 |
+51 |
+71 |
+91 |
+124 |
+146 |
+178 |
+214 |
+258 |
+335 |
+445 |
+585 |
|
|
100 |
120 |
-410 |
-240 |
-180 |
+54 |
+79 |
+104 |
+144 |
+172 |
+210 |
+254 |
+310 |
+400 |
+525 |
+690 |
|||||||||||||||||
|
120 |
140 |
-460 |
-260 |
-200 |
|
-145 |
-85 |
|
-43 |
|
-14 |
0 |
-11 |
-18 |
|
+3 |
0 |
+15 |
+27 |
+43 |
+63 |
+92 |
+122 |
+170 |
+202 |
+248 |
+300 |
+365 |
+470 |
+620 |
+800 |
|
|
140 |
160 |
-520 |
-280 |
-210 |
+65 |
+100 |
+134 |
+190 |
+228 |
+280 |
+340 |
+415 |
+535 |
+700 |
+900 |
|||||||||||||||||
|
160 |
180 |
-580 |
-310 |
-230 |
+68 |
+108 |
+146 |
+210 |
+252 |
+310 |
+380 |
+465 |
+600 |
+780 |
+1000 |
|||||||||||||||||
|
180 |
200 |
-660 |
-340 |
-240 |
|
-170 |
-100 |
|
-50 |
|
-15 |
0 |
-13 |
-21 |
|
+4 |
0 |
+17 |
+31 |
+50 |
+77 |
+122 |
+166 |
+236 |
+284 |
+350 |
+425 |
+520 |
+670 |
+880 |
+1150 |
|
|
200 |
225 |
-740 |
-380 |
-260 |
+80 |
+130 |
+180 |
+258 |
+310 |
+385 |
+470 |
+575 |
+740 |
+960 |
+1250 |
|||||||||||||||||
|
225 |
250 |
-820 |
-420 |
-280 |
+84 |
+140 |
+196 |
+284 |
+340 |
+425 |
+520 |
+640 |
+820 |
+1050 |
+1350 |
|||||||||||||||||
|
250 |
280 |
-920 |
-480 |
-300 |
|
-190 |
-110 |
|
-56 |
|
-17 |
0 |
-16 |
-26 |
|
+4 |
0 |
+20 |
+34 |
+56 |
+94 |
+158 |
+218 |
+315 |
+385 |
+475 |
+580 |
+710 |
+920 |
+1200 |
+1550 |
|
|
280 |
315 |
-1050 |
-540 |
-330 |
+98 |
+170 |
+240 |
+350 |
+425 |
+525 |
+650 |
+790 |
+1000 |
+1300 |
+1700 |
|||||||||||||||||
|
315 |
355 |
-1200 |
-600 |
-360 |
|
-210 |
-125 |
|
-62 |
|
-18 |
0 |
-18 |
-28 |
|
+4 |
0 |
+21 |
+37 |
+62 |
+108 |
+190 |
+268 |
+390 |
+475 |
+590 |
+730 |
+900 |
+1150 |
+1500 |
+1900 |
|
|
355 |
400 |
-1350 |
-680 |
-400 |
+114 |
+208 |
+294 |
+435 |
+530 |
+660 |
+820 |
+1000 |
+1300 |
+1650 |
+2100 |
|||||||||||||||||
|
400 |
450 |
-1500 |
-760 |
-440 |
|
-230 |
-135 |
|
-68 |
|
-20 |
0 |
-20 |
-32 |
|
+5 |
0 |
+23 |
+40 |
+68 |
+126 |
+232 |
+330 |
+490 |
+595 |
+740 |
+920 |
+1100 |
+1450 |
+1850 |
+2400 |
|
|
450 |
500 |
-1650 |
-840 |
-480 |
+132 |
+252 |
+360 |
+540 |
+660 |
+820 |
+1000 |
+1250 |
+1600 |
+2100 |
+2600 |
|||||||||||||||||
|
500 |
560 |
|
|
|
|
-260 |
-145 |
|
-76 |
|
-22 |
0 |
|
|
|
0 |
0 |
+26 |
+44 |
+78 |
+150 |
+280 |
+400 |
+600 |
|
|
|
|
|
|
|
|
|
560 |
630 |
+155 |
+310 |
+450 |
+660 |
|
|
|
|
|
|
|
||||||||||||||||||||
|
630 |
710 |
|
|
|
|
-290 |
-160 |
|
-80 |
|
-24 |
0 |
|
|
|
0 |
0 |
+30 |
+50 |
+88 |
+175 |
+340 |
+500 |
+740 |
|
|
|
|
|
|
|
|
|
710 |
800 |
+185 |
+380 |
+560 |
+840 |
|
|
|
|
|
|
|
||||||||||||||||||||
|
800 |
900 |
|
|
|
|
-320 |
-170 |
|
-86 |
|
-26 |
0 |
|
|
|
0 |
0 |
+34 |
+56 |
+100 |
+210 |
+430 |
+620 |
+940 |
|
|
|
|
|
|
|
|
|
900 |
1000 |
+220 |
+470 |
+680 |
+1050 |
|
|
|
|
|
|
|
||||||||||||||||||||
|
1000 |
1120 |
|
|
|
|
-350 |
-195 |
|
-98 |
|
-28 |
0 |
|
|
|
0 |
0 |
+40 |
+66 |
+120 |
+250 |
+520 |
+780 |
+1150 |
|
|
|
|
|
|
|
|
|
1120 |
1250 |
+260 |
+580 |
+840 |
+1300 |
|
|
|
|
|
|
|
||||||||||||||||||||
|
1250 |
1400 |
|
|
|
|
-390 |
-220 |
|
-110 |
|
-30 |
0 |
|
|
|
0 |
0 |
+48 |
+78 |
+140 |
+300 |
+640 |
+960 |
+1450 |
|
|
|
|
|
|
|
|
|
1400 |
1600 |
+330 |
+720 |
+1050 |
+1600 |
|
|
|
|
|
|
|
||||||||||||||||||||
|
1600 |
1800 |
|
|
|
|
-430 |
-240 |
|
-120 |
|
-32 |
0 |
|
|
|
0 |
0 |
+58 |
+92 |
+170 |
+370 |
+820 |
+1200 |
+1850 |
|
|
|
|
|
|
|
|
|
1800 |
2000 |
+400 |
+920 |
+1350 |
+2000 |
|
|
|
|
|
|
|
||||||||||||||||||||
|
2000 |
2240 |
|
|
|
|
-480 |
-260 |
|
-130 |
|
-34 |
0 |
|
|
|
0 |
0 |
+68 |
+110 |
+195 |
+440 |
+1000 |
+1500 |
+2300 |
|
|
|
|
|
|
|
|
|
2240 |
2500 |
+460 |
+1100 |
+1650 |
+2500 |
|
|
|
|
|
|
|
||||||||||||||||||||
|
2500 |
2800 |
|
|
|
|
-520 |
-290 |
|
-145 |
|
-38 |
0 |
|
|
|
0 |
0 |
+76 |
+135 |
+240 |
+550 |
+1250 |
+1900 |
+2900 |
|
|
|
|
|
|
|
|
|
2800 |
3150 |
+580 |
+1400 |
+2100 |
+3200 |
|
|
|
|
|
|
|
||||||||||||||||||||
1) Các sai lệch cơ bản a và b không được dùng cho các kích thước danh nghĩa nhỏ hơn hoặc bằng 1mm.
2) Đối với các bậc dung sai js7 đến js11, nếu trị số IT ứng với cấp n là một số lẻ, nó có thể được làm tròn tới số chẵn nhỏ hơn liền kề cho các sai lệch  được biểu thị toàn bộ bằng micromet
được biểu thị toàn bộ bằng micromet
Bảng 3 – Trị số của các sai lệch cơ bản của lỗ
|
Kích thước danh nghĩa (mm) |
Sai lệch dưới El |
Trị số sai lệch cơ bản |
Sai lệch trên ES |
Trị số của ⊿ |
|||||||||||||||||||||||||||||||||||||
|
Trên |
Đến và bao gồm |
Cho mọi cấp dung sai tiêu chuẩn |
IT6 |
IT7 |
IT8 |
Đến và bao gồm IT8 |
trên IT8 |
Đến và bao gồm IT8 |
trên IT8 |
Đến và bao gồm IT8 |
trên IT8 |
Đến và bao gồm IT7 |
Cấp dung sai tiêu chuẩn trên IT7 |
Cấp dung sai tiêu chuẩn |
|||||||||||||||||||||||||||
|
A1) |
B1) |
C |
CD |
D |
E |
EF |
F |
FG |
G |
H |
JS2) |
J |
K3) |
M3)4) |
N3)5) |
PtoZC3) |
P |
R |
S |
T |
U |
V |
X |
Y |
Z |
ZA |
ZB |
ZC |
IT3 |
IT4 |
IT5 |
IT6 |
IT7 |
IT8 |
|||||||
|
- |
31)5) |
+270 |
+140 |
+60 |
+34 |
+20 |
+14 |
+10 |
+6 |
+4 |
+2 |
0 |
Sai lệch = ± , trong đó n là cấp của trị số IT |
+2 |
+4 |
+6 |
0 |
0 |
-2 |
|
|
-4 |
Sai lệch = ± , trong đó n là cấp của trị số IT |
-6 |
-10 |
-14 |
|
-18 |
|
-20 |
|
-26 |
-32 |
-40 |
-60 |
0 |
0 |
0 |
0 |
0 |
0 |
|
3 |
6 |
+270 |
+140 |
+70 |
+46 |
+30 |
+20 |
+14 |
+10 |
+6 |
+4 |
0 |
+5 |
+6 |
+10 |
-1 + ⊿ |
|
-4 + ⊿ |
|
|
0 |
-12 |
-15 |
-19 |
|
-23 |
|
-28 |
|
-35 |
-42 |
-50 |
-80 |
1 |
1,5 |
1 |
3 |
4 |
6 |
||
|
6 |
10 |
+280 |
+150 |
+80 |
+56 |
+40 |
+25 |
+18 |
+13 |
+8 |
+5 |
0 |
+5 |
+8 |
+12 |
-1 + ⊿ |
|
-6 + ⊿ |
|
|
0 |
-15 |
-19 |
-23 |
|
-28 |
|
-34 |
|
-42 |
-52 |
-67 |
-97 |
1 |
1,5 |
2 |
3 |
6 |
7 |
||
|
10 |
14 |
+290 |
+150 |
+95 |
|
+50 |
+32 |
|
+16 |
|
+6 |
0 |
+6 |
+10 |
+15 |
-1 + ⊿ |
|
-7 + ⊿ |
|
|
0 |
-18 |
-23 |
-28 |
|
-33 |
|
-40 |
|
-50 |
-64 |
-90 |
-130 |
1 |
2 |
3 |
3 |
7 |
9 |
||
|
14 |
18 |
-39 |
-45 |
|
-60 |
-77 |
-108 |
-150 |
|||||||||||||||||||||||||||||||||
|
18 |
24 |
+300 |
+160 |
+110 |
|
+65 |
+40 |
|
+20 |
|
+7 |
0 |
+8 |
+12 |
+20 |
-2 + ⊿ |
|
-8 + ⊿ |
|
|
0 |
-22 |
-28 |
-35 |
|
-41 |
-47 |
-54 |
-63 |
-73 |
-98 |
-136 |
-188 |
1,5 |
2 |
3 |
4 |
8 |
12 |
||
|
24 |
30 |
-41 |
-48 |
-55 |
-64 |
-75 |
-88 |
-118 |
-160 |
-218 |
|||||||||||||||||||||||||||||||
|
30 |
40 |
+310 |
+170 |
+120 |
|
+80 |
+50 |
|
+25 |
|
+9 |
0 |
+|10 |
+14 |
+24 |
-2 + ⊿ |
|
-9 + ⊿ |
|
|
0 |
-26 |
-34 |
-43 |
-48 |
-60 |
-68 |
-80 |
-94 |
-112 |
-148 |
-200 |
-274 |
1,5 |
3 |
4 |
5 |
9 |
14 |
||
|
40 |
50 |
+320 |
+180 |
+130 |
-54 |
-70 |
-81 |
-97 |
-114 |
-136 |
-180 |
-242 |
-325 |
||||||||||||||||||||||||||||
|
50 |
65 |
+340 |
+190 |
+140 |
|
+100 |
+60 |
|
+30 |
|
+10 |
0 |
+13 |
+18 |
+28 |
-2 + ⊿ |
|
-11 + ⊿ |
|
|
0 |
-32 |
-41 |
-53 |
-66 |
-87 |
-102 |
-122 |
-144 |
-172 |
-226 |
-300 |
-405 |
2 |
3 |
5 |
6 |
11 |
16 |
||
|
65 |
80 |
+360 |
+200 |
+150 |
-43 |
-59 |
-75 |
-102 |
-120 |
-146 |
-174 |
-210 |
-274 |
-360 |
-480 |
||||||||||||||||||||||||||
|
80 |
100 |
+380 |
+220 |
+170 |
|
+120 |
+72 |
|
+36 |
|
+12 |
0 |
+16 |
+22 |
+34 |
-3 + ⊿ |
|
-13 + ⊿ |
|
|
0 |
-37 |
-51 |
-71 |
-91 |
-124 |
-146 |
-178 |
-214 |
-258 |
-335 |
-445 |
-585 |
2 |
4 |
5 |
7 |
13 |
19 |
||
|
100 |
120 |
+410 |
+240 |
+180 |
-54 |
-79 |
-104 |
-144 |
-172 |
-210 |
-254 |
-310 |
-400 |
-525 |
-690 |
||||||||||||||||||||||||||
|
120 |
140 |
+460 |
+260 |
+200 |
|
+145 |
+85 |
|
+43 |
|
+14 |
0 |
+18 |
+26 |
+41 |
-3 + ⊿ |
|
-15 + ⊿ |
|
|
0 |
-43 |
-63 |
-92 |
-122 |
-170 |
-202 |
-248 |
-300 |
-365 |
-470 |
-620 |
-800 |
3 |
4 |
6 |
7 |
15 |
23 |
||
|
140 |
160 |
+520 |
+280 |
+210 |
-65 |
-100 |
-134 |
-190 |
-228 |
-280 |
-340 |
-415 |
-535 |
-700 |
-900 |
||||||||||||||||||||||||||
|
160 |
180 |
+580 |
+310 |
+230 |
-68 |
-108 |
-146 |
-210 |
-252 |
-310 |
-380 |
-465 |
-600 |
-780 |
-1000 |
||||||||||||||||||||||||||
|
180 |
200 |
+660 |
+340 |
+240 |
|
+170 |
+100 |
|
+50 |
|
+15 |
0 |
+22 |
+30 |
+47 |
-4 + ⊿ |
|
-17 + ⊿ |
|
|
0 |
-50 |
-77 |
-122 |
-166 |
-236 |
-284 |
-350 |
-425 |
-520 |
-670 |
-880 |
-1150 |
3 |
4 |
6 |
9 |
17 |
26 |
||
|
200 |
225 |
+740 |
+380 |
+260 |
-80 |
-130 |
-180 |
-258 |
-310 |
-385 |
-470 |
-575 |
-740 |
-960 |
-1250 |
||||||||||||||||||||||||||
|
225 |
250 |
+820 |
+420 |
+280 |
-84 |
-140 |
-196 |
-284 |
-340 |
-425 |
-520 |
-640 |
-820 |
-1050 |
-1350 |
||||||||||||||||||||||||||
|
250 |
280 |
+920 |
+480 |
+300 |
|
+190 |
+110 |
|
+56 |
|
+17 |
0 |
+25 |
+36 |
+55 |
-4 + ⊿ |
|
-20 + ⊿ |
|
|
0 |
-56 |
-94 |
-158 |
-218 |
-315 |
-385 |
-475 |
-580 |
-710 |
-920 |
-1200 |
-1550 |
4 |
4 |
7 |
9 |
20 |
29 |
||
|
280 |
315 |
+1050 |
+540 |
+330 |
-98 |
-170 |
-240 |
-350 |
-425 |
-525 |
-650 |
-790 |
-1000 |
-1300 |
-1700 |
||||||||||||||||||||||||||
|
315 |
355 |
+1200 |
+600 |
+360 |
|
+210 |
+125 |
|
+62 |
|
+18 |
0 |
+29 |
+39 |
+60 |
-4 + ⊿ |
|
-21 + ⊿ |
|
|
0 |
-62 |
-106 |
-190 |
-268 |
-390 |
-475 |
-590 |
-730 |
-900 |
-1150 |
-1500 |
-1900 |
4 |
5 |
7 |
11 |
21 |
32 |
||
|
355 |
400 |
+1350 |
+680 |
+400 |
-114 |
-208 |
-294 |
-435 |
-530 |
-660 |
-820 |
-1000 |
-1300 |
-1650 |
-2100 |
||||||||||||||||||||||||||
|
400 |
450 |
+1500 |
+760 |
+440 |
|
+230 |
+135 |
|
+68 |
|
+20 |
0 |
+33 |
+43 |
+66 |
-5 + ⊿ |
|
-23 + ⊿ |
|
|
0 |
-68 |
-126 |
-232 |
-330 |
-490 |
-596 |
-740 |
-920 |
-1100 |
-1450 |
-1850 |
-2400 |
5 |
5 |
7 |
13 |
23 |
34 |
||
|
450 |
500 |
+1650 |
+840 |
+480 |
-132 |
-252 |
-360 |
-540 |
-660 |
-820 |
-1000 |
-1250 |
-1600 |
-2100 |
-2600 |
||||||||||||||||||||||||||
|
500 |
560 |
|
|
|
|
+260 |
+145 |
|
+76 |
|
+22 |
0 |
|
|
|
0 |
|
-26 |
|
-44 |
-78 |
-150 |
-280 |
-400 |
-600 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
560 |
630 |
-155 |
-310 |
-450 |
-660 |
||||||||||||||||||||||||||||||||||||
|
630 |
710 |
|
|
|
|
+290 |
+160 |
|
+80 |
|
+24 |
0 |
|
|
|
0 |
|
-30 |
|
|
-88 |
-175 |
-340 |
-500 |
-740 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
710 |
800 |
-185 |
-380 |
-560 |
-840 |
||||||||||||||||||||||||||||||||||||
|
800 |
900 |
|
|
|
|
+320 |
+170 |
|
+86 |
|
+26 |
0 |
|
|
|
0 |
|
|
|
-56 |
-100 |
-210 |
-430 |
-620 |
-940 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
900 |
1000 |
-220 |
-470 |
-680 |
-1050 |
||||||||||||||||||||||||||||||||||||
|
1000 |
1120 |
|
|
|
|
+350 |
+196 |
|
+98 |
|
+28 |
0 |
|
|
|
0 |
|
-40 |
|
-66 |
-120 |
-250 |
-520 |
-780 |
-1150 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
1120 |
1250 |
-260 |
-580 |
-840 |
-1300 |
||||||||||||||||||||||||||||||||||||
|
1250 |
1400 |
|
|
|
|
+390 |
+220 |
|
+110 |
|
+30 |
0 |
|
|
|
0 |
|
-48 |
|
-78 |
-140 |
-300 |
-640 |
-960 |
-1450 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
1400 |
1600 |
-330 |
-720 |
-1050 |
-1600 |
||||||||||||||||||||||||||||||||||||
|
1600 |
1800 |
|
|
|
|
+430 |
+240 |
|
+120 |
|
+32 |
0 |
|
|
|
0 |
|
-58 |
|
-92 |
-170 |
-370 |
-820 |
-1200 |
-1850 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
1800 |
2000 |
-400 |
-920 |
-1350 |
-2000 |
||||||||||||||||||||||||||||||||||||
|
2000 |
2240 |
|
|
|
|
+480 |
+260 |
|
+130 |
|
+34 |
0 |
|
|
|
0 |
|
-68 |
|
-110 |
-195 |
-440 |
-1000 |
-1500 |
-2300 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
2240 |
2500 |
-460 |
-1100 |
-1650 |
-2500 |
||||||||||||||||||||||||||||||||||||
|
2500 |
2800 |
|
|
|
|
+520 |
+290 |
|
+145 |
|
+38 |
0 |
|
|
|
0 |
|
-76 |
|
-135 |
-240 |
-550 |
-1250 |
-1900 |
-2900 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
2800 |
3150 |
-580 |
-1400 |
-2100 |
-3200 |
||||||||||||||||||||||||||||||||||||
1) Các sai lệch cơ bản A và B không được dùng cho các kích thước danh nghĩa nhỏ hơn hoặc bằng 1mm.
2) Đối với các bậc dung sai JS7 đến JS11, nếu trị số IT ứng với cấp n là một số lẻ, nó có thể được làm tròn tới số chẵn nhỏ hơn liền kề cho các sai lệch  được biểu thị toàn bộ bằng micromet
được biểu thị toàn bộ bằng micromet
3) Để xác định các trị số K, M, N có cấp dung sai tiêu chuẩn đến (và bao gồm) IT8 và sai lệch P đến ZC có cấp dung sai tiêu chuẩn đến (và bao gồm) IT7, hãy dùng trị số ∆ ở bên phải của bảng, ví dụ: K7 ở trong khoảng 18 đến 30 mm, ∆ = 8 µm, do đó ES = - 2 + 8 = + 6 µm. S6 ở trong khoảng 18 đến 30 mm; ∆ = 4 µm, do đó ES = - 35 + 4 = -31 µm.
4) Trường hợp đặc biệt: Đối với bậc dung sai M6 trong khoảng từ 250 đến 315 mm. ES = - 9 µm (thay vì bằng – 11 mm)
5) Không sử dụng sai lệch cơ bản N đối với các cấp dung sai tiêu chuẩn trên IT8 cho kích thước danh nghĩa nhỏ hơn hoặc bằng 1 mm.
PHỤ LỤC A
(phụ lục áp dụng)
CƠ SỞ CỦA HỆ THỐNG ISO VỀ DUNG SAI VÀ LẮP GHÉP
A.1. Quy định chung
Phụ lục A giới thiệu các cơ sở của hệ thống ISO về dung sai và lắp ghép. Số liệu được trình chủ yếu ở đây là những số liệu để có thể tính toán các sai lệch cơ bản trong những trường hợp đặc biệt trong bảng không có, đồng thời tạo điều kiện để nắm vững hệ thống một cách toàn diện hơn
Cần nhấn mạnh thêm rằng các trị số của dung sai tiêu chuẩn và sai lệch cơ bản đưa vào bảng tiêu chuẩn này hoặc tiêu chuẩn TCVN 2245 : 1999 là xác định và phải được dùng khi áp dụng hệ thống ISO về dung sai và lắp ghép.
A.2. Khoảng kích thước danh nghĩa
Để thuận tiện, dung sai tiêu chuẩn và sai lệch cơ bản không được tính riêng cho từng kích thước định nghĩa mà cho các khoảng kích thước danh nghĩa như trình bày trong bảng A1. Các khoảng kích thước được tập hợp thành các khoảng kích thước chính và trung gian. Các khoảng kích thước trung gian được dùng trong những trường hợp nhất định để tính toán dung sai tiêu chuẩn và sai lệch cơ bản c và r tới zc của trục, A tới C và R tới ZC của lỗ.
Các trị số của dung sai tiêu chuẩn và sai lệch cơ bản cho mỗi khoảng kích thước danh nghĩa được tính bằng trung bình nhân (D) của các kích thước giới hạn (D1 và D2) thuộc khoảng đó, như sau:
D = 
Đối với khoảng kích thước danh nghĩa đầu tiên (nhỏ hơn hoặc bằng 3mm) trung bình nhân D giữa 1 và 3 mm, do đó D = 1,732 mm.
A.3. Cấp dung sai tiêu chuẩn
A.3.1. Quy định chung
Hệ thống ISO về dung sai và lắp ghép quy định 20 cấp dung sai tiêu chuẩn được ký hiệu IT01, IT1, …, IT18 trong khoảng kích thước từ 0 đến (và bao gồm) 500 mm và 18 cấp dung sai tiêu chuẩn trong khoảng kích thước từ 500 mm đến (và bao gồm) 3150 mm được ký hiệu từ IT1 đến IT18.
Trị số của dung sai tiêu chuẩn cho kích thước danh nghĩa từ 500 mm đến (và bao gồm) 3150 mm được liên tục bổ sung khi áp dụng thực tế, và vì chúng đã được chấp nhận trong công nghiệp nên hiện nay đúng là một phần của hệ thống này.
Cần lưu ý rằng các trị số dung sai tiêu chuẩn của các cấp IT0 và IT01 không được đưa ra trong phần tính của tiêu chuẩn này vì chúng ít được sử dụng trong thực tế, tuy nhiên các trị số dung sai này được trình bày trong bảng A2.
Bảng A.1 – Khoảng kích thước danh nghĩa
Trị số tính bằng milimet
a) Kích thước danh nghĩa đến 500 mm
|
Khoảng chính |
Khoảng trung gian1) |
||
|
Trên |
Đến và bao gồm |
Trên |
Đến và bao gồm |
|
- |
3 |
|
|
|
3 |
6 |
||
|
6 |
10 |
||
|
10 |
18 |
10 14 |
14 18 |
|
18 |
30 |
18 24 |
24 30 |
|
30 |
50 |
34 40 |
40 50 |
|
50 |
80 |
50 65 |
65 80 |
|
80 |
120 |
80 100 |
100 120 |
|
120 |
180 |
120 140 160 |
140 160 180 |
|
180 |
250 |
180 200 225 |
200 225 250 |
|
250 |
315 |
250 280 |
280 315 |
|
315 |
400 |
315 355 |
355 400 |
|
400 |
500 |
400 450 |
450 500 |
b) Kích thước danh nghĩa trên 500 mm đến 3150 mm
|
Khoảng chính |
Kích thước cơ bản 2) |
||
|
Trên |
Đến và bao gồm |
Trên |
Đến và bao gồm |
|
500 |
630 |
500 560 |
560 630 |
|
630 |
800 |
630 710 |
710 800 |
|
800 |
1000 |
800 900 |
900 1000 |
|
1000 |
1250 |
1000 1120 |
1120 1250 |
|
1250 |
1600 |
1250 1400 |
1400 1600 |
|
1600 |
2000 |
1600 1800 |
1800 2000 |
|
2000 |
2500 |
2000 2240 |
2240 2500 |
|
2500 |
3150 |
2500 2800 |
2800 3150 |
Những khoảng này được dùng cho sai lệch a đến c và r đến zc hoặc A đến C và R đến ZC trong những trường hợp xác định (bảng 2 và 3)
Những khoảng này được dùng cho sai lệch r đến u và R đến U (bảng 2 và 3).
Bảng A.2 – Các trị số dung sai tiêu chuẩn của các cấp IT01 và IT0
|
Kích thước danh nghĩa |
Cấp dung sai tiêu chuẩn |
||
|
mm |
IT01 |
IT0 |
|
|
Trên |
Đến và bao gồm |
Dung sai μm |
|
|
- 3 6 10 18 30 50 80 120 180 250 315 400 |
3 6 10 18 30 50 80 120 180 250 315 400 500 |
0,3 0,4 0,4 0,5 0,6 0,6 0,8 1 1,2 2 2,5 3 4 |
0,5 0,6 0,6 0,8 1 1 1,2 1,5 2 3 4 5 6 |
A.3.2. Cơ sở của dung sai tiêu chuẩn (IT) cho các kích thước danh nghĩa đến và bao gồm 500mm
A.3.2.1. Các cấp dung sai tiêu chuẩn IT01 đến IT4
Các trị số dung sai tiêu chuẩn của các cấp IT01, IT0 và IT1 được tính theo công thức trong bảng. Cần chú ý là không có công thức tính cho các cấp IT2, IT3 và IT4. Các trị số dung sai của các cấp được xác định từ cấp số nhân mà số hàng đầu tiên là IT1 và số hạng cuối cùng là IT5.
Bảng A.3 – Công thức tính dung sai tiêu chuẩn cho các cấp IT01, IT0 và IT1 đối với kích thước danh nghĩa đến và bao gồm 500 mm
Trị số tính bằng micromet
|
Cấp dung sai tiêu chuẩn |
Công thức tính Trong đó D là trung bình nhân của kích thước danh nghĩa tính bằng milimet |
|
IT011) |
0,3 + 0,008D |
|
IT01) |
0,5 + 0,012D |
|
IT1 |
0,8 + 0,020D |
1) Xem A.3.1.
A.3.2.2. Các cấp dung sai tiêu chuẩn IT5 đến IT18
Các trị số dung sai tiêu chuẩn của các cấp IT5 đến IT18 cho các kích thước danh nghĩa đến và bao gồm 500 mm được xác định như hàm số của hệ số dung sai tiêu chuẩn i.
Hệ số dung sai tiêu chuẩn i, theo micromet, được tính theo công thức sau:
i = 0,45
Trong đó D là trung bình nhân của khoảng kích thước danh nghĩa tính bằng milimet, (xem A.2).
Công thức trên là công thức thực nghiệm dựa vào thực tế của nhiều nước và dựa trên giả thuyết là đối với cùng một quy trình công nghệ chế tạo, quan hệ giữa độ lớn của sai số chế tạo và kích thước danh nghĩa xấp xỉ là hàm số parabolic.
Các trị số dung sai tiêu chuẩn được tính dưới dạng hệ số dung sai tiêu chuẩn i được trình bày trong bảng A4.
Cần lưu ý rằng kể từ IT6 trở đi cứ sau 5 khoảng dung sai tiêu chuẩn được nhân với hệ số 10. Quy tắc này áp dụng cho tất cả các dung sai tiêu chuẩn và có thể dùng để suy ra trị số cho các cấp IT trên IT8.
Thí dụ:
IT20 = IT15 x 10 = 640i x 10 = 6400i
Chú thích - Quy tắc trên không áp dụng cho IT6 trong khoảng kích thước danh nghĩa từ 3 đến (và bao gồm) 6 mm.
Bảng A.4 – Công thức dung sai tiêu chuẩn cho các cấp IT1 đến IT18
|
Kích thước danh nghĩa (mm) |
Cấp dung sai tiêu chuẩn |
||||||||||||||||||
|
IT11) |
IT21) |
IT31) |
IT41) |
IT5 |
IT6 |
IT7 |
IT8 |
IT9 |
IT10 |
IT11 |
IT12 |
IT13 |
IT14 |
IT15 |
IT16 |
IT17 |
IT18 |
||
|
Trên |
Đến và bao gồm |
Công thức tính dung sai tiêu chuẩn (kết quả tính bằng micromet) |
|||||||||||||||||
|
- |
500 |
- |
- |
- |
- |
7i |
10i |
16i |
25i |
40i |
64i |
100i |
160i |
250i |
400i |
640i |
1000i |
1600i |
2500i |
|
500 |
3150 |
2I |
2,7I |
3,7I |
5I |
7I |
10I |
16I |
25I |
40I |
64I |
100I |
160I |
250I |
400I |
640I |
1000I |
1600I |
2500I |
A.3.3. Cơ sở của dung sai tiêu chuẩn (IT) cho các kích thước danh nghĩa từ 500 mm đến và bao gồm 3150 mm
Các trị số dung sai tiêu chuẩn của các cấp IT1 đến IT18 được xác định như hàm số của hệ số dung sai tiêu chuẩn I.
Hệ số dung sai tiêu chuẩn I, tính bằng micromet, được tính theo công thức:
I = 0,004 D + 2,1
Trong đó D là trung bình nhân của khoảng kích thước danh nghĩa tính bằng milimet (xem điều A.2).
Trị số dung sai tiêu chuẩn được tính dưới dạng của hệ số dung sai tiêu chuẩn. I được trình bày trong bảng A4.
Cần lưu ý rằng kể từ IT6 trở đi cứ sau 5 khoảng dung sai tiêu chuẩn được nhân với hệ số 10. Quy tắc này áp dụng cho tất cả các dung sai tiêu chuẩn và dùng để suy ra trị số cho các cấp IT và IT18.
Thí dụ:
IT20 = IT15 x 10 = 640I x 10 = 6400I
Chú thích:
1) Các công thức để tính dung sai tiêu chuẩn cho các cấp IT1 đến IT15 được quy định có tính chất tạm thời.
2) Mặc dù công thức tính cho i và I thay đổi, vẫn bảo đảm tính liên tục của cấp số đối với phạm vi chuyển tiếp.
A.3.4. Làm tròn các trị số dung sai tiêu chuẩn
Đối với mỗi khoảng kích thước danh nghĩa, trị số dung sai tiêu chuẩn cho các cấp đến và bao gồm IT11 tính theo công thức ở A.3.2 và A.3.3 được làm tròn theo các quy tắc trong bảng A5.
Trị số dung sai tiêu chuẩn tính toán cho các cấp trên IT11 không cần phải làm tròn vì chúng được tính từ các dung sai cấp IT7 đến IT11 đã được làm tròn trước rồi.
Bảng A.5 – Làm tròn các trị số IT đến và bao gồm cấp dung sai tiêu chuẩn IT11
Giá trị làm tròn tính bằng micromet
|
Các trị số tính theo công thức ở A.3.2 và A.3.3 |
Kích thước danh nghĩa |
||
|
Đến và bao gồm 500 mm |
Trên 500 mm đến và bao gồm 3150 mm |
||
|
Trên |
Đến và bao gồm |
Làm tròn đến bội số |
|
|
0 60 100 200 500 1000 2000 5000 10000 20000 |
60 100 200 500 1000 2000 5000 10000 20000 50000 |
1 1 5 10 - - - - - - |
1 2 5 10 20 50 100 200 500 1000 |
Chú thích:
1) Đặc biệt đối với những trị số nhỏ đôi khi có thể không tuân theo những quy tắc này và trong một số trường hợp có thể không áp dụng công thức tính trong A.3.2 và A.3.3 để đảm bảo thang trị số tốt hơn. Bởi thế, các trị số dung sai tiêu chuẩn cho trong các bảng 1 và A2 được sử dụng ưu tiên hơn so với các trị số tính toán khi áp dụng Hệ thống ISO về dung sai này.
2) Các trị số dung sai tiêu chuẩn cho các cấp IT1 đến IT18 được trình bày ở bảng 1 và IT0 và IT1 trong bảng A2.
A.4. Cơ sở của sai lệch cơ bản
A.4. Sai lệch cơ bản của trục
Sai lệch cơ bản của trục được tính toán theo công thức trong bảng A6.
Về nguyên tắc, sai lệch cơ bản tính theo công thức trong bảng A6 tương ứng với giới hạn gần đường không nhất, nghĩa là sai lệch đối với trục a đến h và sai lệch dưới đối với trục k đến zc.
Trừ trục j và js không có sai lệch cơ bản, trị số sai lệch cơ bản là độc lập đối với cấp dung sai đã chọn (ngay cả khi công thức tính có bao gồm số hạng ITn)
A.4.2. Sai lệch cơ bản của lỗ
Sai lệch cơ bản của lỗ được tính theo công thức trong bảng A6, do đó giới hạn tương ứng với sai lệch cơ bản của lỗ đối xứng một cách chính xác qua đường không với giới hạn tương ứng với sai lệch cơ bản của trục có cùng một ký hiệu.
Quy tắc này áp dụng cho mọi sai lệch cơ bản trừ những trường hợp sau:
a) Sai lệch N đối với các cấp dung sai tiêu chuẩn IT9 đến IT16 ở các kích thước danh nghĩa trên 3mm đến và bao gồm 500mm, có sai lệch cơ bản bằng không.
b) Các lắp ghép trong hệ trục hoặc lỗ với kích thước danh nghĩa trên 3 đến và bao gồm 500 mm, trong đó lỗ có cấp dung sai tiêu chuẩn đã cho được lắp với trục có cấp dung sai cao hơn gần nhất (ví dụ H7/p6 và P7/h6) phải có độ hở hoặc độ dôi như nhau (hình 20).
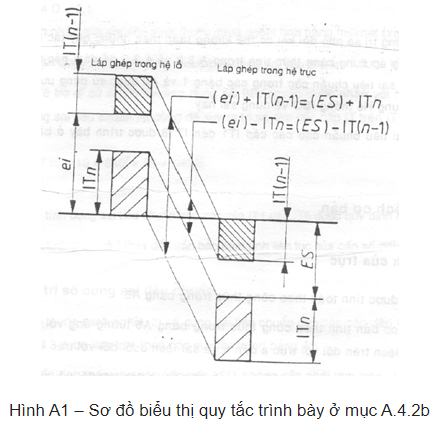
Trong trường hợp này, sai lệch cơ bản như đã tính, được điều chỉnh bằng cách cộng đại số với trị số như sau:
ES = ES (đã tính) + ∆
Trong đó ∆ là hiệu ITn – IT(n-1) giữa dung sai của cấp chính xác đã cho và dung sai của cấp chính xác cao hơn gần nhất.
Thí dụ:
Đối với P7 trong khoảng kích thước danh nghĩa từ 18 đến 30 mm.
∆ = IT7 – IT6 = 21 – 13 = 8 µm.
Chú thích: Quy tắc trình bày ở mục b) trên đây chỉ áp dụng được cho kích thước danh nghĩa trên 30mm đối với sai lệch cơ bản K, M và N ở các cấp dung sai tiêu chuẩn đến và bao gồm IT8 và các sai lệch P đến ZC ở các cấp dung sai tiêu chuẩn đến và bao gồm IT7.
Về nguyên tắc sai lệch cơ bản tính bằng công thức trong bảng A6, tương ứng với giới hạn gần đường không nhất, nghĩa là sai lệch dưới đối với lỗ A đến H và sai lệch trên đối với lỗ K đến ZC.
Trừ lỗ J và JS không có sai lệch cơ bản, trị số sai lệch cơ bản hoàn toàn độc lập với cấp dung sai đã chọn (ngay cả khi công thức tính bao gồm số hạng ITn)
A.4.3. Làm tròn các trị số sai lệch cơ bản
Trị số tính theo công thức trong bảng A6 cho từng khoảng kích thước danh nghĩa được làm tròn theo quy tắc trình bày trong bảng A7.
Bảng A6 – Công thức tính sai lệch cơ bản của trục và lỗ
|
Kích thước danh nghĩa mm |
Trục |
Công thức1) Trong đó D là trung bình của kích thước danh nghĩa tính bằng milimet |
Lỗ |
Kích thước danh nghĩa mm |
||||||
|
Trên |
Đến và bao gồm |
Sai lệch cơ bản |
Dấu (âm hoặc dương) |
Ký hiệu |
Ký hiệu |
Dấu (âm hoặc dương) |
Sai lệch cơ bản |
Trên |
Đến và bao gồm |
|
|
1 |
120 |
a |
- |
es |
265 – 1,3D |
EI |
+ |
A |
1 |
120 |
|
120 |
500 |
3,5D |
120 |
500 |
||||||
|
1 |
160 |
b |
- |
es |
= 140 + 0,85D |
EI |
+ |
B |
1 |
160 |
|
160 |
500 |
= 1,8D |
160 |
500 |
||||||
|
0 |
40 |
c |
- |
es |
52D0,2 |
EI |
+ |
C |
0 |
40 |
|
40 |
500 |
95 + 0,8D |
40 |
500 |
||||||
|
0 |
10 |
cd |
- |
es |
Trị số trung bình nhân của C; c và D, d |
EI |
+ |
CD |
0 |
10 |
|
0 |
3150 |
d |
- |
es |
16D0,44 |
EI |
+ |
D |
0 |
3150 |
|
0 |
3150 |
e |
- |
es |
11D0,41 |
EI |
+ |
E |
0 |
3150 |
|
0 |
10 |
ef |
- |
es |
Trị số trung bình nhân của E, e và F, f |
EI |
+ |
EF |
0 |
10 |
|
0 |
3150 |
f |
- |
es |
5,5D0,41 |
EI |
+ |
F |
0 |
3150 |
|
0 |
10 |
fg |
- |
es |
Trị số trung bình nhân của F, f và G, g |
EI |
+ |
FG |
0 |
10 |
|
0 |
3150 |
g |
- |
es |
2,5D0,34 |
EI |
+ |
G |
0 |
3150 |
|
0 |
3150 |
h |
Không có dấu |
es |
Sai lệch = 0 |
EI |
Không có dấu |
H |
0 |
3150 |
|
0 |
500 |
j |
|
|
Không có công thức2) |
|
|
J |
0 |
500 |
|
0 |
3150 |
js |
+ - |
es ei |
0,5 ITn |
EI ES |
+ - |
JS |
0 |
3150 |
|
0 |
5003) |
k |
+ |
ei |
0,6 |
ES |
- |
K4) |
0 |
5005) |
|
500 |
3150 |
Không có dấu |
Sai lệch = 0 |
Không có dấu |
500 |
3150 |
||||
|
0 |
500 |
m |
+ |
ei |
IT7 – IT6 |
ES |
- |
M4) |
0 |
500 |
|
500 |
3150 |
0,024D + 12,6 |
500 |
3150 |
||||||
|
0 |
500 |
n |
+ |
ei |
5D0,34 |
ES |
- |
N4) |
0 |
500 |
|
500 |
3150 |
0,04D + 21 |
500 |
3150 |
||||||
|
0 |
500 |
p |
+ |
ei |
IT7 + 0 to 5 |
ES |
- |
P4) |
0 |
500 |
|
500 |
3150 |
0,072D - 37,8 |
500 |
3150 |
||||||
|
0 |
3150 |
r |
+ |
ei |
Trị số trung bình nhân của P, p và S, s |
ES |
- |
R4) |
0 |
3150 |
|
0 |
50 |
s |
+ |
ei |
IT8 + 1 to 4 |
ES |
- |
S4) |
0 |
50 |
|
50 |
3150 |
IT7 + 0,4D |
50 |
3150 |
||||||
|
24 |
3150 |
t |
+ |
ei |
IT7 + 0,63D |
ES |
- |
T4) |
24 |
3150 |
|
0 |
3150 |
u |
+ |
ei |
IT7 + D |
ES |
- |
U4) |
0 |
3150 |
|
14 |
500 |
v |
+ |
ei |
IT7 + 1,25D |
ES |
- |
V4) |
14 |
500 |
|
0 |
500 |
x |
+ |
ei |
IT7 + 1,6D |
ES |
- |
X4) |
0 |
500 |
|
18 |
500 |
y |
+ |
ei |
IT7 + 2D |
ES |
- |
Y4) |
18 |
500 |
|
0 |
500 |
z |
+ |
ei |
IT7 + 2,5D |
ES |
- |
Z4) |
0 |
500 |
|
0 |
500 |
za |
+ |
ei |
IT8 + 3,15D |
ES |
- |
ZA4) |
0 |
500 |
|
0 |
500 |
zb |
+ |
ei |
IT9 + 4D |
ES |
- |
ZB4) |
0 |
500 |
|
0 |
500 |
zc |
+ |
ei |
IT10 + 5D |
ES |
- |
ZC4) |
0 |
500 |
1) Sai lệch cơ bản (kết quả tính theo công thức) tính bằng micromet.
2) Chỉ các trị số trong bảng 2 và 3
3) Công thức chỉ áp dụng cho các cấp dung sai IT4 đến và bao gồm IT7. Sai lệch cơ bản k cho tất cả các kích thước danh nghĩa khác và tất cả các cấp dung sai khách bằng 0.
4) Áp dụng quy tắc đặc biệt A.4.2b
5) Công thức chỉ áp dụng cho các cấp đến và bao gồm IT8; sai lệch cơ bản k đối với tất cả các kích thước danh nghĩa và các cấp dung sai khác bằng 0.
Bảng A.7 – Làm tròn cho các sai lệch cơ bản
Giá trị làm tròn tính bằng micromet
|
Các trị số tính theo công thức ở bảng A6 µm |
Kích thước danh nghĩa |
|||
|
Đến và bao gồm 500 mm |
Trên 500 mm đến và bao gồm 3150mm |
|||
|
Từ a đến g Từ A đến G |
Từ k đến zc Từ K đến ZC |
Từ d đến u Từ D đến U |
||
|
Trên |
Đến và bao gồm |
Làm tròn đến bội số |
||
|
5 45 60 100 200 300 500 560 600 800 1000 2000 … 20 x 10n 50 x 10n 100 x 10n |
45 60 100 200 300 500 560 600 800 1000 2000 5000
50 x 10n 100 x 10n 200 x 10n |
1 2 5 5 10 10 10 20 20 20 50 |
1 1 1 2 2 5 5 5 10 20 50 100 |
1 1 2 5 10 10 20 20 20 20 50 100
1 x 10n 2 x 10n 5 x 10n |
PHỤ LỤC B
(phụ lục áp dụng)
NHỮNG VÍ DỤ VỀ SỬ DỤNG TCVN 2244:1999
B.1. Quy định chung
Phụ lục này giới thiệu các ví dụ về việc sử dụng Hệ thống ISO về dung sai và lắp ghép để xác định các giới hạn cho trục lỗ.
Trị số bằng số của sai lệch trên và sai lệch dưới đối với khoảng kích thước danh nghĩa, sai lệch cơ bản và các cấp dung sai thông dụng được tính toán và đưa vào bảng trong TCVN 2245:1999.
Trong những trường hợp đặc biệt, các sai lệch trên và dưới và từ đó là các kích thước giới hạn không được đề cập trong TCVN 2245:1999 có thể tính theo số liệu trong các bảng A1 đến A3 và các bảng A1 đến A3 trong phụ lục A của tiêu chuẩn này.
B.2. Điểm lại các mục đặc biệt
Sau đây là tóm tắt những nét đặc trưng cần phải chú ý khi sử dụng tiêu chuẩn này để xác định các sai lệch trên và dưới trong các trường hợp đặc biệt:
- các trục và lỗ a, A, b, B chỉ được dùng cho kích thước danh nghĩa lớn hơn 1 mm
- trục j8 chỉ được dùng cho kích thước danh nghĩa nhỏ hơn hoặc bằng 3 mm
- lỗ K có cấp dung sai trên IT8 chỉ được dùng cho kích thước danh nghĩa nhỏ hơn hoặc bằng 3 mm
- các trục và lỗ t, T, v, V và y, Y chỉ dùng cho các kích thước danh nghĩa lớn hơn 24 mm, 14 mm và 18 mm tương ứng (đối với kích thước danh nghĩa nhỏ hơn, thực tế sai lệch cũng bằng sai lệch của cấp dung sai liền kề).
- các cấp dung sai IT14 đến IT18 chỉ được dùng cho các kích thước danh nghĩa lớn hơn 1mm.
- lỗ N với cấp dung sai trên IT8 chỉ được dùng cho kích thước danh nghĩa lớn hơn 1mm.
B.3. Các ví dụ
B.3.1. Xác định kích thước giới hạn cho trục Ф 40g11
Khoảng kích thước danh nghĩa 30 đến 50 mm (bảng A1)
Dung sai tiêu chuẩn = 160 µm (bảng 1)
Sai lệch cơ bản = - 9 µm (bảng 2)
Sai lệch trên = sai lệch cơ bản = - 9 µm
Sai lệch dưới = sai lệch cơ bản – dung sai = - 9 µm – 160 µm = - 169 µm
Kích thước giới hạn:
Lớn nhất = 40 - 0,009 = 39,991 mm
Nhỏ nhất = 40 - 0,169 = 39,831 mm.
B.3.2. Xác định kích thước giới hạn cho lỗ Ф 130N4
Khoảng cách kích thước cơ bản: 120 đến 180 mm (bảng A1)
Dung sai tiêu chuẩn = 12 µm (bảng 1)
Sai lệch cơ bản = - 27 + ∆ µm (bảng 3)
Trị số của ∆ = 4 µm (bảng 3)
Sai lệch trên = sai lệch cơ bản = - 27 + 4 = -23 µm
Sai lệch dưới = sai lệch cơ bản – dung sai = – 23 – 12 µm = - 35 µm
Kích thước giới hạn:
Lớn nhất = 130 – 0,023 = 129,977 mm
Nhỏ nhất = 130 – 0,035 = 129,967 mm.
PHỤ LỤC C
(phụ lục tham khảo)
NHỮNG THUẬT NGỮ TƯƠNG ĐƯƠNG
C.1. Giới thiệu chung
Phụ lục C đưa ra danh mục các thuật ngữ dùng trong tiêu chuẩn này với mục đích tham khảo.
C.2. Chú thích về trình bày
Các từ trong “ngoặc” nói lên rằng phần thuật ngữ nằm trong đó có thể bỏ qua.
Những từ đồng nghĩa được tách bằng dấu chấm phẩy.
Móc vuông cho biết từ trong đó có thể được thế tất cả hoặc một số bằng từ phía trước đó
Giải thích ngắn gọn về thuật ngữ được trình bày dưới dạng chú thích.
|
Số TT |
Tiếng Việt |
Tiếng Anh |
|
1a |
Bậc dung sai |
tolerance class |
|
1b |
Bề mặt lắp ghép |
fit surface; mating surface |
|
1c |
Cấp chính xác |
Accuracy grade |
|
2 |
Cấp dung sai quốc tế [tiêu chuẩn] |
International [standard] tolerance grade [IT] |
|
3 |
Cấp dung sai |
tolerance grade; grade of tolerance |
|
4 |
Chi tiết bị bao của lắp ghép |
External [outer] part [component] |
|
5 |
Chi tiết lắp ghép |
Fit component [part] |
|
6 |
Chi tiết bao của lắp ghép |
Internal [inner] part [component] of fit |
|
7a |
Dung sai kích thước |
Dimensional tolerance; size tolerance |
|
7b |
Dung sai lắp ghép |
Fit tolerance; variation of fit |
|
8 |
Dung sai tiêu chuẩn |
Fundamental [standard] tolerance |
|
9 |
Dung sai tổng |
General tolerance |
|
10 |
Dung sai (theo) thống kê |
Statistical tolerance |
|
11 |
Dung sai |
Tolerance |
|
12 |
Dung sai lắp ghép |
Tolerance of fit; variation of fit |
|
13 |
Dung sai hình dạng |
Tolerance of form |
|
14 |
Dung sai vị trí |
Tolerance of position |
|
15 |
Dung sai kích thước |
Tolerance size |
|
16 |
Dung sai lắp ghép |
variation of fit; fit tolerance |
|
17 |
Độ hở thực |
Actual clearance |
|
18 |
Độ dôi thực |
Actual interference |
|
19 |
Độ hở |
Clearance |
|
20 |
Độ dôi |
Interference |
|
21 |
Đường không; Đường có sai lệch bằng 0 |
Line of zero deviation; zero line |
|
22 |
Đối tiếp |
Mating |
|
23 |
Độ hở lớn nhất |
Maximum clearance |
|
24 |
Độ dôi lớn nhất |
Maximum interference |
|
25 |
Độ hở trung bình |
Mean clearance |
|
26 |
Độ dôi trung bình |
Mean interference |
|
27 |
Độ hở nhỏ nhất |
Minimum clearance |
|
28 |
Độ dôi nhỏ nhất |
Minimum interference |
|
29 |
Độ hở tương đối (‰) |
Relative clearance (‰) |
|
30 |
Độ dôi tương đối (‰) |
Relative interference (‰) |
|
31 |
Đường không |
Zero line |
|
32 |
Giới hạn nhỏ nhất của vật liệu (LML) |
Least material limit (LML) |
|
33 |
Giới hạn lắp ghép |
Limits of fit |
|
34 |
Giới hạn lỏng nhất của mối ghép |
loosest extreme of fit |
|
35 |
Giới hạn lớn nhất của vật liệu |
Maximum material limit (MML) |
|
36 |
Hệ thống lắp ghép |
Fit system |
|
37 |
Hệ thống lắp ghép lỗ cơ bản (Hệ thống lỗ) |
ISO “hole-basis” system of fits |
|
38 |
Hệ thống lắp ghép trục cơ bản (Hệ thống trục) |
ISO “shaft-basic” system of fits |
|
39 |
Hệ số dung sai tiêu chuẩn |
Standard tolerance factor (i, I) |
|
40 |
Hệ thống ISO về dung sai |
tolerance system |
|
41 |
Kích thước thực |
Actual size |
|
42 |
Kích thước gần đúng |
Approximate size |
|
43 |
Kích thước danh nghĩa; - Kích thước cơ bản |
Basis size; nominal size |
|
44 |
Kích thước yêu cầu |
Desired size |
|
45 |
Ký hiệu lắp ghép |
Fit symbol |
|
46 |
Kích thước giới hạn |
Limits of size |
|
47 |
Kích thước đối tiếp |
Mating size |
|
48 |
Kích thước giới hạn lớn nhất |
Maximum limit of size |
|
49 |
Kích thước giới hạn nhỏ nhất |
Minimum limit of size |
|
50 |
Kích thước danh nghĩa: kích thước cơ bản |
Nominal size; basic size |
|
51 |
Khoảng kích thước danh nghĩa |
Range [step] of basic [nominal] sizes |
|
52 |
Kích thước |
Size; dimension |
|
53 |
Kích thước dung sai không chỉ dẫn |
Size without (direct) tolerance indication |
|
54 |
Khoảng kích thước danh nghĩa |
Step [range] of nominal sizes |
|
55 |
Kích thước phụ |
Temporary size |
|
56 |
Kích thước lý thuyết |
Theoretically exact reference size |
|
57 |
Ký hiệu dung sai |
Tolerance symbol |
|
58 |
Lắp ghép có độ hở |
Clearance fit |
|
59 |
Lắp ghép |
Fit |
|
60 |
Lỗ |
Hole |
|
61 |
Lắp ghép có độ dôi |
interference fit |
|
62 |
Loạt dung sai cơ bản ISO (sêri dung sai) |
ISO fundamental [standard] tolerance series |
|
63 |
Lắp ghép trung bình |
Mean fit |
|
64 |
Lắp ghép chặt khít nhất |
Tightest extreme of fit |
|
65 |
Loạt dung sai |
Tolerance series |
|
66 |
Lắp ghép trung gian |
Transition fit |
|
67 |
Miền dung sai |
Fit tolerance zone; variation zone |
|
68 |
Mặt lắp ghép; Bề mặt đối tiếp |
Mating surface; fit surface |
|
69 |
Miền dung sai |
Tolerance zone |
|
70 |
Nhiệt độ tiêu chuẩn |
Reference temperature |
|
71 |
Ống |
Sleeve [=hole] |
|
72 |
Sai lệch thực |
Actual deviation |
|
73 |
Sai lệch |
Deviation |
|
74 |
Sai lệch cơ bản |
Fundamental deviation |
Xem thêm các chương trình khác: