 Tìm kiếm
Tìm kiếm
Tiêu chuẩn quốc gia TCVN 2097:2015 (ISO 2409:2013) về Sơn và vecni - Phép thử cắt ô
| Số hiệu: | TCVN 2097:2015 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Nơi ban hành: | Các cơ quan khác | Người ký: | *** |
| Ngày ban hành: | Năm 2015 | Ngày hiệu lực: | *** |
| Lĩnh vực: | Xây dựng - Đô thị | Tình trạng: | Còn hiệu lực |
| ICS: | 87.040 |
TÓM TẮT VĂN BẢN
Văn bản tiếng việt
 Tiêu chuẩn quốc gia TCVN 2097:2015 (Bản Word)
Tiêu chuẩn quốc gia TCVN 2097:2015 (Bản Word)
Văn bản tiếng anh
Paints and varnishes -- Cross-cut test
Lời nói đầu
TCVN 2097:2015 thay thế TCVN 2097:1993.
TCVN 2097:2015 hoàn toàn tương đương với ISO 2409:2013.
TCVN 2097:2015 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC35 Sơn và vecni biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
SƠN VÀ VECNI - PHÉP THỬ CẮT Ô
Paints and varnishes - Cross-cut test
Tiêu chuẩn này quy định phương pháp thử để đánh giá độ bền của lớp sơn phủ đối với việc tách khỏi nền khi cắt lớp phủ theo mạng lưới góc vuông, xuyên đến nền. Tính chất được xác định theo quy trình này phụ thuộc vào nhiều yếu tố, trong đó có độ bám dính giữa lớp phủ này với lớp phủ khác. Tuy nhiên quy trình này không được coi là phương pháp đo độ bám dính.
Khi cần xác định độ bám dính, sử dụng phương pháp quy định trong ISO 4624[1].
CHÚ THÍCH 1: Mặc dù phép thử chủ yếu được dùng trong phòng thử nghiệm, nhưng cũng phù hợp đối với thử nghiệm hiện trường.
Phương pháp được mô tả có thể sử dụng như một phép thử đạt/không đạt hoặc trong trường hợp thích hợp như một phép thử phân loại sáu bước. Khi thử nghiệm hệ sơn phủ đa lớp, có thể phân tách để đánh giá độ bền từ nhiều lớp riêng biệt của lớp sơn phủ.
Phép thử có thể được thực hiện trên các sản phẩm hoàn thiện và/hoặc trên các mẫu thử đã được chuẩn bị đặc biệt.
Mặc dù phương pháp có thể áp dụng để sơn trên các nền cứng (ví dụ: kim loại) và mềm (ví dụ: gỗ và thạch cao), các loại nền khác nhau này cần quy trình thử khác nhau (xem Điều 6).
Phương pháp này không phù hợp cho các lớp phủ có tổng độ dày lớn hơn 250 μm hoặc cho các lớp phủ kết cấu (textured).
CHÚ THÍCH 2: Khi thử nghiệm trên các lớp phủ được thiết kế có bề mặt trang trí gồ ghề, phương pháp này sẽ nhận được các kết quả có sự sai lệch rất cao (xem thêm ISO 16272-2[2]).
Các tài liệu viện dẫn sau đây là cần thiết để áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, bổ sung (nếu có).
TCVN 2090 (ISO 15528), Sơn, vecni và nguyên liệu cho sơn và vecni - Lấy mẫu.
TCVN 5669 (ISO 1513), Sơn và vecni - Kiểm tra và chuẩn bị mẫu thử.
TCVN 5670 (ISO 1514), Sơn và vecni - Tấm chuẩn để thử.
TCVN 9760 (ISO 2808), Sơn và vecni - Xác định độ dày màng.
ISO 13076, Paints and varnishes - Lighting and procedure for visual assessments of coatings (Sơn và vecni - Chiếu sáng và quy trình đánh giá lớp phủ bằng mắt).
Sử dụng thiết bị, dụng cụ thông thường trong phòng thử nghiệm, cùng với các thiết bị, dụng cụ quy định trong 3.2 đến 3.4.
3.2.1 Yêu cầu chung
Đặc biệt quan trọng cần đảm bảo rằng các dao cắt có khả năng tạo thành dạng chữ V quy định qua toàn bộ chiều dày lớp phủ và các cạnh cắt ở tình trạng tốt. Dao cắt thích hợp được mô tả trong 3.2.2, 3.2.3 và được nêu trong Hình 1 và Hình 2.
Dao cắt lưỡi đơn (3.2.2) là dụng cụ thích hợp trong mọi trường hợp, nghĩa là với tất cả các loại lớp phủ trên cả nền cứng và mềm. Dao cắt nhiều lưỡi (3.2.3) không phù hợp cho các lớp phủ dày (> 120 μm) hoặc cứng hoặc khi lớp phủ được sơn lên các nền mềm.
Các dụng cụ mô tả trong 3.2.2 và 3.2.3 phù hợp cho sử dụng phương pháp thủ công, là phương pháp được sử dụng thông dụng hơn, nhưng các dụng cụ cũng có thể được gắn trên một thiết bị truyền động bằng môtơ, thiết bị này tạo ra vết cắt đồng đều hơn. Việc thử nghiệm theo quy trình có thiết bị truyền động bằng môtơ phải được sự thỏa thuận giữa các bên liên quan.
CHÚ THÍCH: Các dụng cụ (thủ công hoặc truyền động bằng môtơ) và loại dụng cụ cắt được sử dụng có ảnh hưởng đến các kết quả thử.
Các kết quả nhận được với các loại dụng cụ cắt khác nhau không thể so sánh trực tiếp với nhau.
3.2.2 Dao cắt một lưỡi
3.2.2.1 Dao cắt một lưỡi cầm tay có cạnh cắt như nêu trong Hình 1a).
3.2.2.2 Dao cắt một lưỡi được sử dụng trong thiết bị truyền động bằng môtơ như nêu trong Hình 3.
3.2.2.3 Dao cắt có lưỡi cứng với cạnh cắt dạng chữ V như nêu trong Hình 1 b), ví dụ dao cắt 301®1) như được minh họa trong Phụ lục A của ISO 17872:2007.[3]
Độ dày của lưỡi dao có thể được bỏ qua miễn là lưỡi dao cứng và vết cắt tạo thành dạng chữ V qua toàn bộ chiều dày của lớp phủ.
CHÚ THÍCH: Lưỡi dao cắt được thiết kế để bẻ gãy theo một cách nhất định vì vậy bất cứ lúc nào lưỡi dao cũng phải luôn sắc.
3.2.3 Dao cắt nhiều lưỡi
3.2.3.1 Dao cắt nhiều lưỡi cầm tay có cạnh cắt như nêu trong Hình 2.
3.2.3.2 Dao cắt nhiều lưỡi được sử dụng trong thiết bị truyền động bằng môtơ như nêu trong Hình 3.
Dao cắt nhiều lưỡi phải có sáu cạnh cắt cách nhau 1 mm, 2 mm hoặc 3 mm. Ngoài ra, cần có hai cạnh dẫn hướng (xem Hình 2) để tiến hành thao tác dễ dàng hơn. Các cạnh dẫn hướng và cạnh cắt phải nằm trên cùng một đường kính (xem Hình 2).
3.3 Cạnh dẫn hướng và cạnh khoảng cách
Để khoảng cách các vết cắt được chính xác, khi sử dụng dao cắt lưỡi đơn cần một bộ cạnh dẫn hướng và cạnh khoảng cách.
Thước gấp phù hợp để sử dụng với dao cắt lưỡi đơn cầm tay (3.2.2.1) được nêu trong Hình 4a).
Bộ cạnh dẫn hướng phù hợp để sử dụng với dụng cụ có lưỡi cứng với cạnh cắt dạng chữ V (xem 3.2.2.3) được nêu trong Hình 4b).
3.4 Kính lúp
Sử dụng kính cầm tay với độ phóng đại gấp 2 lần hoặc 3 lần.
Lấy mẫu đại diện của sản phẩm được thử nghiệm theo quy định trong TCVN 2090 (ISO 15528).
Kiểm tra và chuẩn bị từng mẫu để thử nghiệm theo quy định trong TCVN 5669 (ISO 1513).
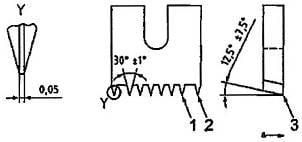
Kích thước tính bằng milimét
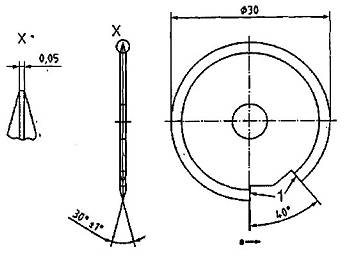
a) Dao cắt một lưỡi cầm tay
b) Dao cắt có lưỡi cứng với cạnh cắt dạng chữ V (xem 3.2.2.3)
CHÚ DẪN:
1 các cạnh cắt
a hướng cắt
Hình 1 - Ví dụ về dao cắt một lưỡi
(tất cả các kích thước gần đúng, trừ trường hợp đặc biệt dung sai được chỉ rõ)
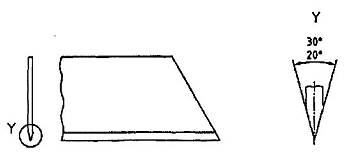
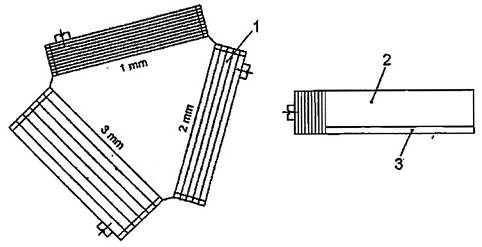
Kích thước tính bằng milimét
a) Dao cắt nhiều lưỡi cầm tay
b) Dao cắt nhiều lưỡi được sử dụng trong thiết bị truyền động bằng môtơ
CHÚ DẪN:
1 lưỡi dao cắt
2 cạnh dẫn hướng
3 các cạnh cắt
a hướng cắt
Hình 2 - Ví dụ về dao cắt nhiều lưỡi (tất cả các kích thước gần đúng)

CHÚ DẪN:
1 dao cắt
2 quả cân
3 tấm thử
4 bộ phận giữ tấm thử xoay
5 môtơ
6 cán xoay bộ phận giữ tấm thử
Hình 3 - Thiết bị truyền động bằng môtơ
a) Bộ cạnh khoảng cách
b) Bộ cạnh dẫn hướng
CHÚ DẪN:
1 các cạnh khoảng cách cho các vết cắt cách nhau 1 mm, 2 mm và 3 mm
2 chất dẻo hoặc thép nhiều lớp
3 cao su
Hình 4 - Ví dụ về cạnh dẫn hướng và cạnh khoảng cách
5.1 Tấm nền
Chọn tấm nền từ một trong các loại được quy định trong TCVN 5670 (ISO 1514).
Các tấm nền phải bằng phẳng và không biến dạng. Các kích thước phải đủ để phép thử được thực hiện ở ba vị trí khác nhau, cách nhau và cách mép của tấm nền không nhỏ hơn 5 mm.
Nếu các tấm nền bao gồm một loại vật liệu tương đối mềm như gỗ, độ dày tối thiểu phải là 10 mm.
Nếu các tấm nền bao gồm một loại vật liệu cứng, độ dày tối thiểu phải là 0,25 mm.
CHÚ THÍCH 1: Các tấm nền hình chữ nhật, kích thước khoảng 150 mm x 100 mm được coi là thích hợp.
CHÚ THÍCH 2: Trong trường hợp các tấm nền được làm bằng gỗ, hướng và kết cấu của thớ có thể ảnh hưởng đến phép thử và thớ được công bố sẽ làm cho không thể đánh giá được.
5.2 Chuẩn bị và sơn phủ
Chuẩn bị từng tấm thử theo TCVN 5670 (ISO 1514) và sau đó sơn phủ tấm bằng phương pháp đã quy định cho sản phẩm hoặc hệ sản phẩm cần thử.
5.3 Làm khô
Làm khô (hoặc sấy khô) và già hóa (nếu có thể) mỗi tấm thử đã sơn phủ trong khoảng thời gian quy định và ở các điều kiện quy định.
5.4 Độ dày lớp phủ
Xác định độ dày, tính bằng micromét, của lớp phủ đã được làm khô bằng một trong các quy trình quy định trong TCVN 9760 (ISO 2808). Tiến hành phép đo tại các vị trí thử nghiệm cắt ô được thực hiện hoặc càng sát với các vị trí đó càng tốt. Số phép đo độ dày phụ thuộc vào phương pháp sử dụng.
6.1.1 Điều kiện thử và số lượng phép thử
Tiến hành phép thử tại nhiệt độ (23 ± 2) °C và độ ẩm tương đối (50 ± 5) %.
Trong các phép thử hiện trường, áp dụng điều kiện môi trường, nhưng phải đo và ghi lại [xem Điều 10, mục d)].
6.1.2 Ổn định tấm thử
Ổn định các tấm thử ngay trước khi thực hiện phép thử tại nhiệt độ (23 ± 2) °C và độ ẩm tương đối (50 ± 5) % trong khoảng thời gian tối thiểu 16 h.
6.1.3 Số vết cắt
Số vết cắt theo mỗi hướng của mạng lưới phải là sáu.
6.1.4 Khoảng cách vết cắt
Khoảng cách các vết cắt theo mỗi hướng phải bằng và phụ thuộc vào độ dày của lớp phủ và vào kiểu nền như sau:
|
đến 60 μm: đến 60 μm: 61 μm đến 120 μm: 121 μm đến 250 μm: |
cách nhau 1 mm, đối với nền cứng (ví dụ: kim loại và chất dẻo); cách nhau 2 mm, đối với nền mềm (ví dụ: gỗ và thạch cao); cách nhau 2 mm, đối với cả nền cứng và nền mềm; cách nhau 3 mm, đối với cả nền cứng và nền mềm; |
Phép thử cắt ô không phù hợp đối với các lớp phủ có tổng độ dày lớn hơn 250 μm.
CHÚ THÍCH: Đối với các lớp phủ có tổng độ dày lớn hơn 250 μm, có thể sử dụng phương pháp cắt hình chữ X theo quy định trong ISO 16272-2[2].
6.1.5 Số phép xác định
Đối với thử nghiệm thường xuyên, thực hiện phép xác định đơn.
Nếu cần độ chính xác cao hơn, thực hiện phép thử tại ít nhất ba vị trí khác nhau trên tấm (xem 5.1). Nếu kết quả lệch nhau, mức độ chênh lệch nhiều hơn một đơn vị phân loại, lặp lại phép thử tại ba vị trí khác, nếu cần sử dụng các tấm khác nhau và ghi lại tất cả các kết quả.
6.2 Cắt lớp phủ bằng cách sử dụng quy trình thủ công
6.2.1 Đặt tấm thử lên một bề mặt cứng, phẳng để tránh bất kỳ biến dạng của tấm nền trong khi thực hiện phép thử.
6.2.2 Trước khi thử, kiểm tra cạnh cắt của lưỡi dao và duy trì lưỡi dao sắc bằng cách mài hoặc thay lưỡi.
Tiến hành cắt thủ công theo quy trình quy định.
Nếu tấm thử bằng gỗ hoặc vật liệu tương tự, thực hiện vết cắt ở góc xấp xỉ 45° theo hướng thớ gỗ.
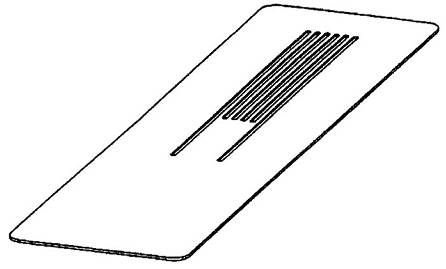
6.2.3 Giữ dao cắt (3.2) sao cho lưỡi dao vuông góc với bề mặt tấm thử. Áp một lực đồng đều lên dao cắt, sử dụng cạnh dẫn hướng và cạnh khoảng cách (3.3) phù hợp, tạo sáu vết cắt lên lớp phủ với tốc độ cắt đồng đều bằng cách di chuyển dao cắt theo hướng tiến gần đến người thao tác. Mỗi vết cắt phải tiếp tục vượt ra phía ngoài cùng của các vết cắt vuông góc với nó trong khoảng từ 1 mm đến 2 mm để có được các điểm giao nhau xác định. Tất cả các nhát cắt sẽ tạo ra vết hoặc làm xước nền. Tuy nhiên, độ sâu của vết lõm vào nền phải càng nông càng tốt.
Nếu dao cắt không thể xuyên đến nền, do độ cứng của lớp phủ, thì phép thử phải được công bố là không hợp lệ và phải báo cáo lại.
6.2.4 Lặp lại thao tác này, tạo thêm sáu vết cắt song song, cắt ngang qua các vết cắt ban đầu 90° để tạo thành một mạng lưới.
6.2.5 Loại bỏ bất kỳ sơn bị bong ra khỏi vùng cắt. Ví dụ về phương pháp phù hợp nêu trong Phụ lục A. Phương pháp để loại bỏ sơn bị bong ra phải được thỏa thuận giữa các bên liên quan và phải được công bố trong báo cáo thử nghiệm.
6.3 Cắt lớp phủ bằng cách sử dụng thiết bị truyền động bằng môtơ
Nếu dao cắt được sử dụng với thiết bị truyền động bằng môtơ, cẩn thận quan sát các điểm mô tả trong quy trình thủ công, đặc biệt là về số lượng và khoảng cách của các vết cắt và số lượng của các phép thử. Mỗi vết cắt phải tiếp tục vượt ra phía ngoài cùng của các vết cắt vuông góc với nó trong khoảng từ 1 mm đến 2 mm để có được các điểm giao nhau rõ ràng.
Loại bỏ bất kỳ sơn bị bong ra khỏi vùng cắt. Ví dụ về phương pháp phù hợp nêu trong Phụ lục A. Phương pháp để loại bỏ sơn bị bong ra phải được thỏa thuận giữa các bên liên quan và phải được công bố trong báo cáo thử nghiệm.
7 Đánh giá và biểu thị kết quả
Kiểm tra bằng trực quan cẩn thận vùng cắt của lớp phủ thử nghiệm dưới ánh sáng tốt theo quy định trong ISO 13076 với hướng nhìn trực diện hoặc điều chỉnh thích hợp, hoặc sử dụng kính lúp (3.4) nếu có thỏa thuận giữa các bên liên quan. Trong quá trình xem xét, xoay tấm nền sao cho việc xem xét và chiếu sáng vùng thử không bị giữ theo một hướng. Phân loại vùng thử bằng cách so sánh với các minh họa phù hợp trong Bảng 1.
CHÚ THÍCH: Hướng dẫn bổ sung được nêu bằng các mô tả trong Bảng 1.
Trong Bảng 1 đưa ra sáu bước phân loại. Ba bước đầu tiên thỏa mãn với các mục đích chung và được dùng khi cần đánh giá đạt/không đạt. Trường hợp đặc biệt có thể phát sinh, toàn bộ sáu bước phân loại là cần thiết trong trường hợp này.
Đối với hệ phủ đa lớp, báo cáo điểm cắt nhau tại vị trí xuất hiện bong tróc.
Nếu các kết quả thử khác nhau, báo cáo từng kết quả thử. Trong trường hợp hệ phủ đa lớp, báo cáo vị trí cửa từng lớp riêng biệt (giữa các lớp phủ hoặc giữa lớp phủ với nền).
Bảng 1 - Phân loại kết quả thử nghiệm
|
Phân loại |
Mô tả |
Ngoại quan bề mặt của vùng cắt ngang từ vị trí xuất hiện bong tróca (Ví dụ sáu vết cắt song song) |
|
0 |
Các cạnh của vết cắt hoàn toàn nhẵn; không có ô vuông nào của mạng lưới bị tách ra |
|
|
1 |
Các mảng nhỏ của lớp phủ bị bong ra tại các điểm giao nhau của các vết cắt. Vùng cắt ngang bị ảnh hưởng không lớn hơn 5%. |
|
|
2 |
Lớp phủ bong dọc theo cạnh và/hoặc tại các điểm cắt nhau của vết cắt. Vùng cắt ngang bị ảnh hưởng lớn hơn 5%, nhưng không lớn hơn 15%. |
|
|
3 |
Lớp phủ bong một phần hoặc hoàn toàn theo các dải rộng dọc theo cạnh của vết cắt và/hoặc bong một phần hoặc toàn bộ trên các phần khác nhau của ô vuông. Vùng cắt ngang bị ảnh hưởng lớn hơn 15%, nhưng không lớn hơn 35%. |
|
|
4 |
Lớp phủ bong dọc theo cạnh của vết cắt theo các dải rộng và/hoặc một số ô vuông tách một phần hoặc toàn bộ. Vùng cắt ngang bị ảnh hưởng lớn hơn 35%, nhưng không lớn hơn 65%. |
|
|
5 |
Bất kỳ độ bong tróc nào thậm chí không thể phân loại được theo phân loại 4 |
- |
|
a Các hình vẽ là ví dụ cho một vết cắt ngang trong mỗi bước phân loại. Tỷ lệ phần trăm công bố dựa trên cảm giác thị giác đối với hình ảnh và tỷ lệ phần trăm tương tự sẽ không nhất thiết được tái lập với hình ảnh kỹ thuật số. |
||




Mã ký hiệu có thể được sử dụng để chỉ kết quả thử được đưa ra dưới đây. Mã ký hiệu bao gồm viện dẫn tiêu chuẩn này, viện dẫn dao cắt đã sử dụng và loại đã đạt. Ví dụ:
TCVN 2097:2015 (ISO 2409:2013) - 1a - 2
Số hiệu tiêu chuẩn này - Dao cắt và phương pháp sử dụng - Phân loại
Ký hiệu dao cắt và phương pháp sử dụng:
1 Dao cắt một lưỡi:
1a Dao cắt một lưỡi cầm tay
1b Dao cắt một lưỡi sử dụng trong thiết bị truyền động bằng môtơ
1c Dụng cụ cắt có lưỡi cứng với cạnh cắt dạng chữ V (xem 3.2.2.3)
2 Dao cắt nhiều lưỡi:
2a Dao cắt nhiều lưỡi cầm tay
2b Dao cắt nhiều lưỡi sử dụng trong thiết bị truyền động bằng môtơ
Ký hiệu cho phân loại kết quả thử nghiệm:
Xem Bảng 1.
9.1 Giới hạn độ lặp lại, r
Giới hạn độ lặp lại r là giá trị mà chênh lệch tuyệt đối giữa hai kết quả thử đơn lẻ, từng kết quả là giá trị trung bình của phép thử hai lần lặp lại, được dự kiến với xác suất 95% khi sử dụng phương pháp này dưới các điều kiện lặp lại, nghĩa là khi các kết quả thử nhận được trên cùng mẫu thử do cùng một thí nghiệm viên thực hiện, trong cùng phòng thử nghiệm trong khoảng thời gian ngắn. Đối với phương pháp thử này, r là 1 đơn vị phân loại.
9.2 Giới hạn độ tái lập, R
Giới hạn độ tái lập R là giá trị mà chênh lệch tuyệt đối giữa hai kết quả thử đơn lẻ, từng kết quả là giá trị trung bình của phép thử hai lần lặp lại, được dự kiến với xác suất 95% khi sử dụng phương pháp này dưới các điều kiện tái lập, nghĩa là khi các kết quả thử nhận được trên cùng mẫu thử do các thí nghiệm viên thực hiện, trong các phòng thử nghiệm khác nhau. Đối với phương pháp thử này. R là 2 đơn vị phân loại.
Báo cáo thử nghiệm phải bao gồm ít nhất các thông tin dưới đây:
a) tất cả các chi tiết cần thiết để nhận biết sản phẩm được thử;
b) viện dẫn tiêu chuẩn này, TCVN 2097:2015 (ISO 2409:2013);
c) các chi tiết chuẩn bị tấm thử, bao gồm:
1) vật liệu, độ dày và chuẩn bị bề mặt nền (xem 5.1);
2) phương pháp áp dụng vật liệu phủ đối với nền, bao gồm khoảng thời gian và điều kiện làm khô giữa các lớp phủ trong trường hợp hệ đa lớp (xem 5.2);
3) khoảng thời gian và điều kiện làm khô (hoặc sấy khô) và già hóa (nếu áp dụng) của việc sơn phủ trước khi thử (xem 5.3);
4) độ dày, tính bằng micromet, của lớp phủ khô và phương pháp đo đã sử dụng trong TCVN 9760 (ISO 2808) và đó là lớp phủ đơn hay hệ phủ đa lớp (xem 5.4);
d) nhiệt độ và độ ẩm tương đối trong khi thử nghiệm, nếu chênh lệnh so với quy định trong 6.1.1;
e) loại dao cắt sử dụng và phương pháp vận hành (thủ công hay truyền động bằng môtơ);
f) chi tiết phương pháp sử dụng để loại bỏ sơn bị bong ra (xem Phụ lục A);
g) các kết quả thử nghiệm, như nêu trong Điều 7;
h) bất kỳ sai lệch so với quy trình đã được quy định;
i) bất kỳ các đặc điểm bất thường (không bình thường) quan sát được trong khi thử nghiệm;
j) ngày thử nghiệm;
(tham khảo)
Ví dụ về các quy trình phù hợp để loại bỏ sơn bị bong ra
A.1 Quét
Dùng chổi mềm quét nhẹ lên tấm, dọc theo các vết cắt của mạng lưới, về phía trước vài lần và về phía sau vài lần.
A.2 Sử dụng tấm băng dính nhạy áp lực
Đặt tâm của tấm băng dính lên trên mạng lưới theo hướng song song với một trong các vết cắt như nêu trong Hình A.1 và ấn nhẹ băng dính vào vùng mạng lưới.
Đảm bảo tiếp xúc tốt với lớp phủ, miết băng dính dứt khoát bằng một ngón tay hoặc móng tay.
Trong vòng 5 min sau khi miết băng dính, loại bỏ băng dính bằng cách nắm đầu còn lại và kéo băng dính ra một cách đều đặn trong 0,5 s đến 1,0 s, càng gần càng tốt ở góc 60° (xem Hình A.1).
CHÚ THÍCH: Thao tác miết và loại bỏ băng dính có thể được thực hiện nhiều lần, phụ thuộc vào loại lớp phủ và hướng cắt.
A.2 Sử dụng không khí nén hoặc nitơ nén
Loại bỏ bất kỳ sơn bị bắn ra bằng không khí nén hoặc nitơ nén.
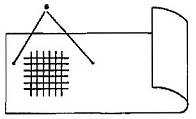
a) Vị trí của băng dính đối với mạng lưới
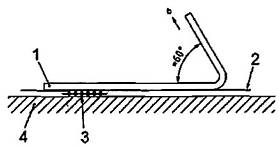
b) Vị trí ngay trước khi kéo lên khỏi mạng lưới
CHÚ DẪN:
1 băng dính
2 lớp phủ
3 các vết cắt
4 nền
a Vuốt nhẹ xuống.
b Hướng loại bỏ.
Hình A.1 - Định vị tấm băng dính
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] ISO 4624, Paints and varnishes - Pull-off test for adhesion (Sơn và vecni - Phép thử Pull-off đối với keo dán)
[2] ISO 16272-2, Corrosion protection of steel structures by protective paint systems - Assessment of, and acceptance criteria for, the adhesion/cohesion (fracture strength) of a coating -- Part 2: Cross-cut testing and X-cut testing (Bảo vệ chống ăn mòn của cấu kiện thép bằng hệ sơn bảo vệ - Đánh giá và tiêu chí chấp nhận đối với độ bám dính/sự gắn kết (cường độ gãy) của một lớp phủ - Phần 2: Thử nghiệm cắt ô và thử nghiệm cắt hình chữ X)
[3] ISO 17872:2007, Paints and varnishes - Guidelines for the introduction of scribe marks through coatings on metallic panels for corrosion testing (Sơn và vecni - Hướng dẫn về việc giới thiệu nhãn hiệu ghi chép thông qua lớp phủ trên các tấm kim loại để thử nghiệm ăn mòn).
MỤC LỤC
Lời nói đầu
1 Phạm vị áp dụng
2 Tài liệu viện dẫn
3 Thiết bị, dụng cụ
3.1 Quy định chung
3.2 Dao cắt
3.3 Cạnh dẫn hướng và cạnh khoảng cách
3.4 Kính lúp
4 Lấy mẫu
5 Tấm thử
5.1 Nền
5.2 Chuẩn bị và sơn phủ
5.3 Làm khô
5.4 Độ dày lớp phủ
6 Cách tiến hành
6.1 Quy định chung
6.2 Cắt lớp phủ bằng cách sử dụng quy trình thủ công
6.3 Cắt lớp phủ bằng cách sử dụng thiết bị truyền động bằng môtơ
7 Đánh giá và biểu thị kết quả
8 Ký hiệu kết quả thử nghiệm
9 Độ chụm
9.1 Giới hạn độ lặp lại, r
9.2 Giới hạn độ tái lập, R
10 Báo cáo thử nghiệm
Phụ lục A (tham khảo) Ví dụ về các quy trình phù hợp để loại bỏ sơn bị bong ra
Thư mục tài liệu tham khảo
1) Đây là một ví dụ về sản phẩm phù hợp có sẵn trên thị trường. Thông tin này được đưa ra để thuận tiện cho người sử dụng tiêu chuẩn này và không phải là một sự chứng thực bởi ISO về sản phẩm này.